СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
376
в полость формы снизу через металлопровод
4
со скоростью, регулируемой
давлением в камере установки. По окончании заполнения формы давление в
системе можно увеличивать до конца затвердевания отливки, после чего
автоматически открывается клапан, соединяющий камеру установки с атмосферой.
Давление воздуха в камере снижается до атмосферного, и незатвердевший расплав
из металлопровода сливается в тигель. Металлопровод одновременно выполняет
роль прибыли, компенсируя жидким металлом усадку затвердевающей отливки.
После охлаждения отливки до заданной температуры форма раскрывается, отливка
выталкивается и цикл повторяется.
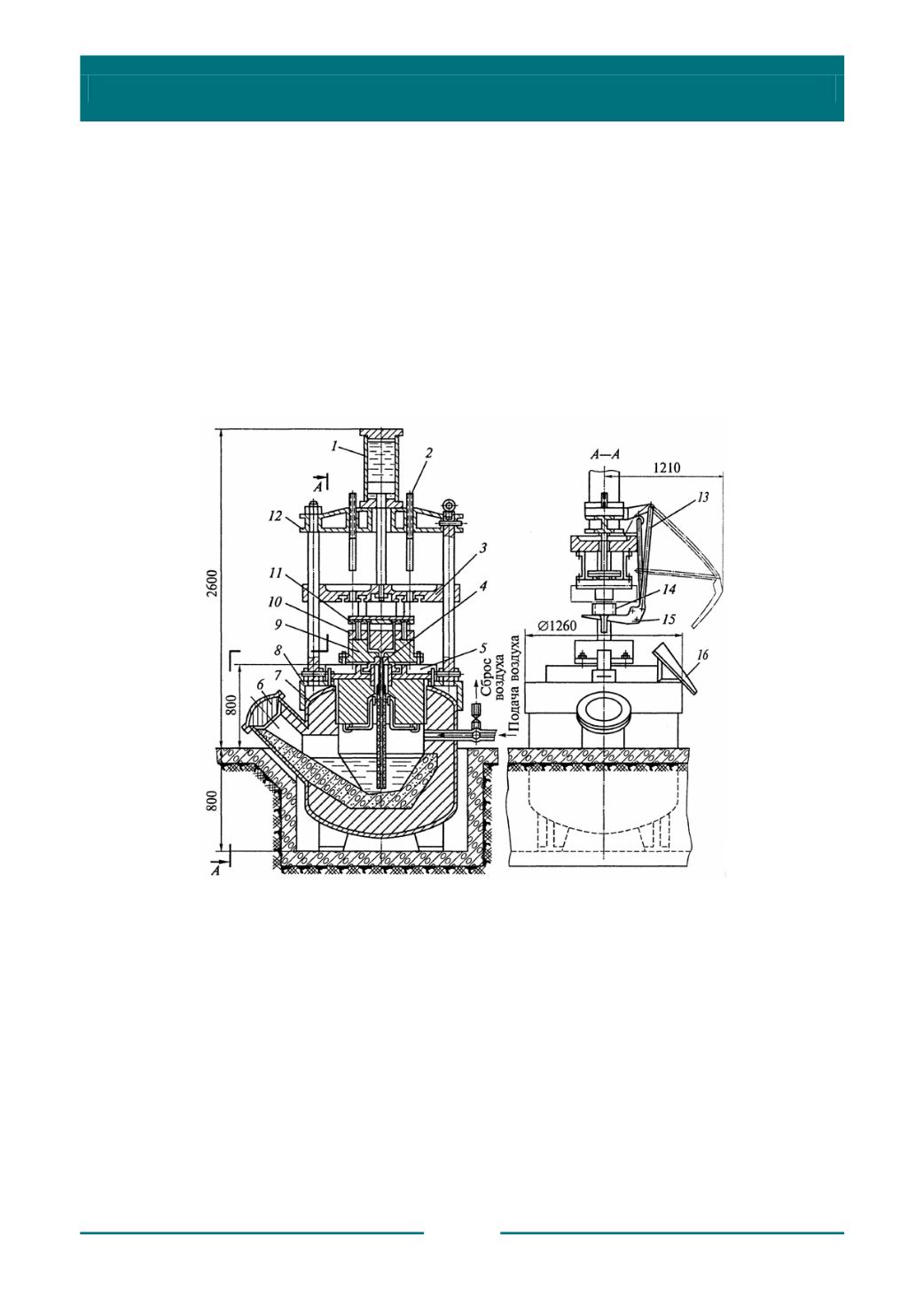
Рис. 9.1. Установка литья под низким давлением для получения
отливок из алюминиевых сплавов:
1
– гидроцилиндр;
2
– штанги для движения плиты толкателей;
3
– подвижная траверса;
4
– металлопровод;
5
– плита;
6
– крышка заливочного окна;
7
– металлораздатчик;
8
– рама печи;
9
– нижняя половина формы;
10
– верхняя половина формы;
11
– плита толкателей;
12
– неподвижная траверса;
13 –
рычажный механизм;
14
– отливка;
15
– приемный лоток;
16
– склиз


