СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
381
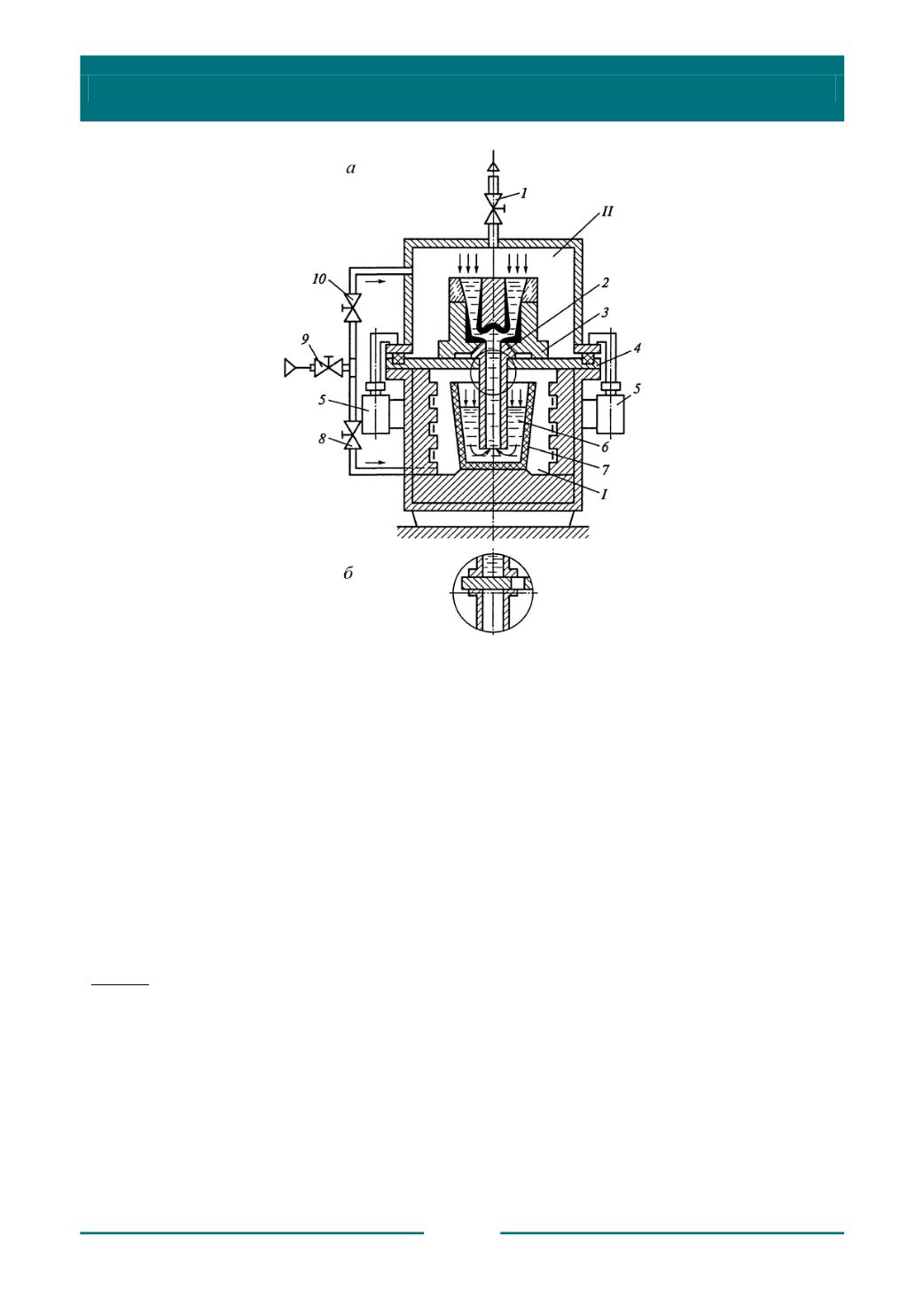
Рис. 9.2. Схема установки литья с противодавлением (
а
) и устройства
для перекрытия металлопровода (
б
):
1
,
8
,
9
,
10
– вентили пневмосистемы установки;
2
– металлопровод;
3
– форма;
4
– крышка печи;
5
– зажим;
6
– расплав;
7
– тигель; прямыми стрелками показано направление действия газа
(воздуха) на расплав; I, II – нижняя и верхняя камеры установки
По существу, в этом процессе литья совмещены два способа: способ литья
под низким давлением, используемый для заполнения полости формы, и способ
кристаллизации отливок под всесторонним давлением газа или воздуха.
Скорость заполнения форм расплавом при данном способе литья зависит от
скорости нарастания разности давлений ∆
Р
. Оптимальный диапазон изменения
d
(∆
P
) = 0,007...0,0025
d
τ
МПа/с, что соответствует скорости заполнения форм
металлом в пределах
U
=0,01…0,035 м/с. Превышение указанной скорости
приводит к появлению в отливках газовых раковин.
Закономерности процессов заполнения формы и расчетные зависимости при
литье с противодавлением аналогичны литью под низким давлением.
Литье с противодавлением наиболее эффективно при изготовлении отливок
с массивными стенками равномерной толщины (10…30 мм) из Al и Mg сплавов,
кристаллизующихся в широком интервале температур. Использование второй


