СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
384
из ванны расплава, поворотом крана
4
рабочую полость соединяют с атмосферой,
и отливка выпадает из кристаллизатора в приемный короб.
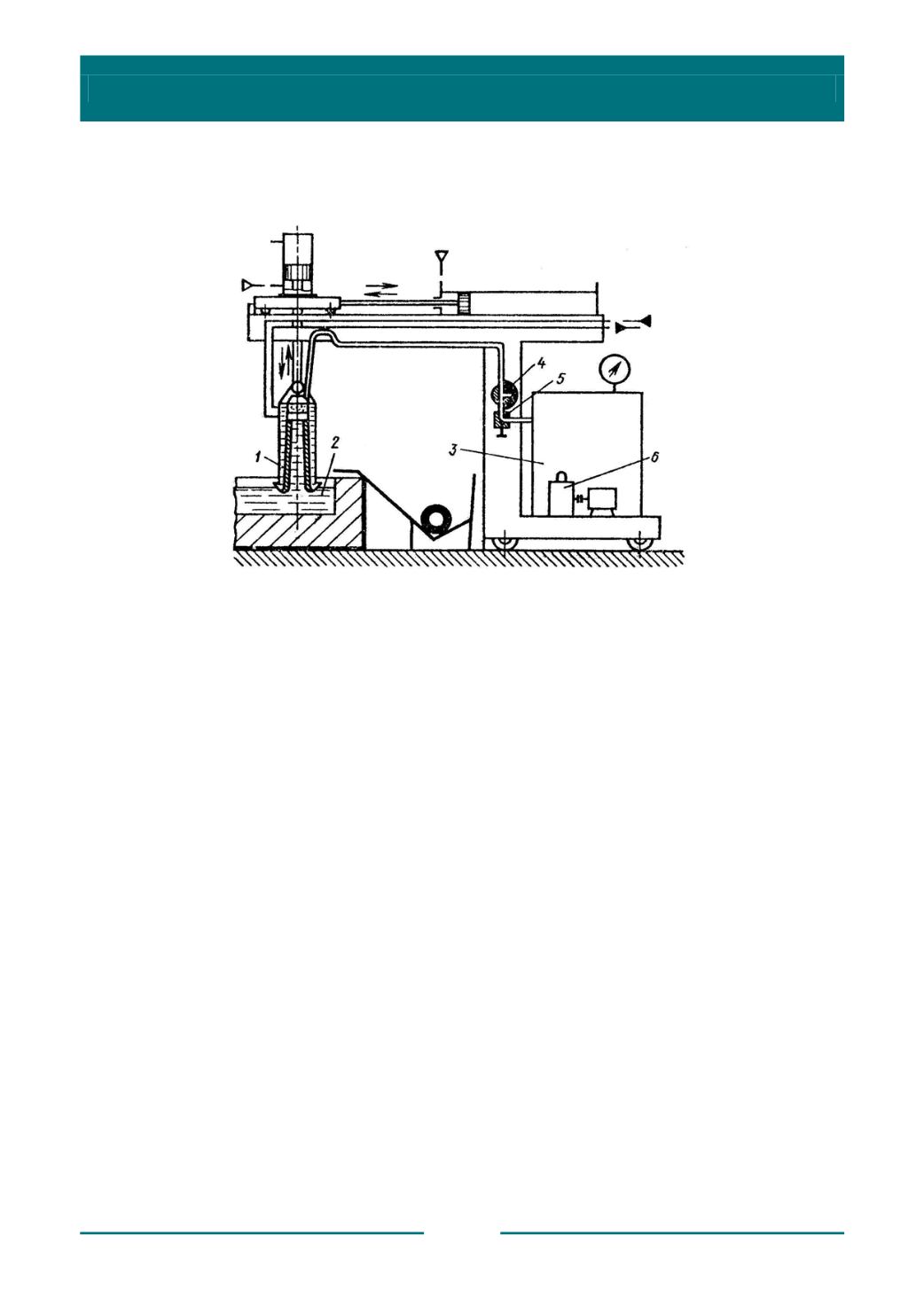
Рис. 9.4. Установка для литья вакуумным всасыванием втулок, гильз, слитков:
1
– кристаллизатор;
2
– тигель с жидким металлом;
3
– ресивер;
4
– кран;
5
– натекатель;
6
– вакуумный насос
Наибольшая высота отливки, которую можно изготовить этим способом,
зависит от плотности жидкого сплава и составляет около 1200…1400 мм для
медных сплавов и около 4000 мм для алюминиевых сплавов.
Обычно при литье вакуумным всасыванием получают пустотелые заготовки
типа втулки или трубы без стержней. В этом случае после всасывания расплава в
кристаллизатор и намораживания на внутренних стенках кристаллизатора корочки
твердого металла необходимой толщины вакуум отключается (снимается
разрежение), и незатвердевший расплав сливается обратно в тигель. Внутренняя
поверхность втулок в этом случае бывает волнистой из-за неравномерного
затвердевания и требует механической обработки. Для уменьшения припусков на
механическую обработку такие заготовки можно отливать с применением стержня,
устанавливаемого внутрь кристаллизатора.
К преимуществам литья вакуумным всасыванием относятся:
• плавное, спокойное заполнение сплавом формы (кристаллизатора);
• отливки получаются без газовых раковин и пористости, так как газы,
содержащиеся в расплаве, могут из него выделиться;
• отсутствие усадочных дефектов (особенно на установках
первого типа) – под действием давления воздуха на зеркале расплава
последний постоянно питает усаживающуюся отливку;


