СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
383
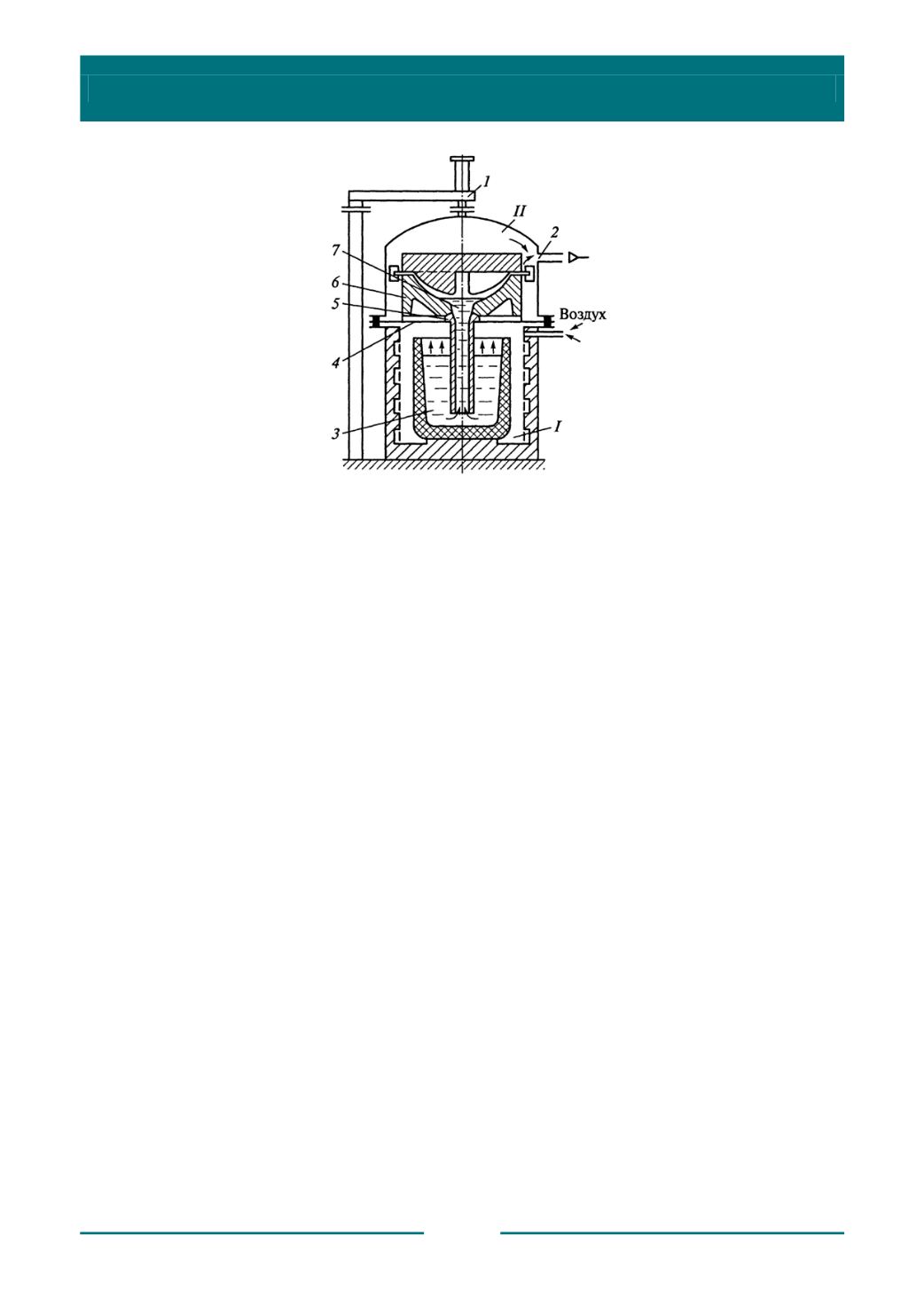
Рис. 9.3. Схема установки для литья вакуумным всасыванием:
1
– прижим камеры II;
2
– вакуум-провод;
3
– тигельная печь сопротивления;
4
– крышка нижней камеры;
5
– металлопровод;
6
– форма;
7
– литниковая система; I, II – камеры
Природа и закономерности протекания процессов такие же, как при литье
под низким давлением.
Установки такого типа используют обычно для улучшения заполнения форм
тонкостенных сложных фасонных отливок из Al и Mg сплавов с толщиной стенки
до 2…2,5 мм, иногда да 1…1,5 мм.
Эти установки можно использовать для изготовления отливок по
следующим вариантам:
• вначале создается разрежение в камере II установки, а затем форма
заполняется расплавом, и отливка затвердевает под низким давлением,
создаваемым в камере I;
• заполнение формы осуществляется по первому варианту (за счет
разрежения в верхней камере), а затвердевание отливки происходит под
всесторонним давлением воздуха в той же камере II установки.
Установки второго типа используют для получения отливок втулок, слитков
и заготовок простой конфигурации в водоохлаждаемые кристаллизаторы. Носок
металлического водоохлаждаемого кристаллизатора
1
(рис. 9.4) погружается в
расплав, находящийся в тигле
2
раздаточной печи. Рабочая полость
кристаллизатора, образующая отливку, соединяется вакуум-проводом с
вакуумным ресивером
3
. Разрежение в системе создается вакуум-насосом
6
и
регулируется натекателем
5
. Через распределительный кран
4
рабочая полость
кристаллизатора соединяется с вакуумным ресивером
3
. В полости
кристаллизатора создается разрежение, и расплав всасывается внутрь
кристаллизатора. После затвердевания отливки носок кристаллизатора извлекают


