СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
371
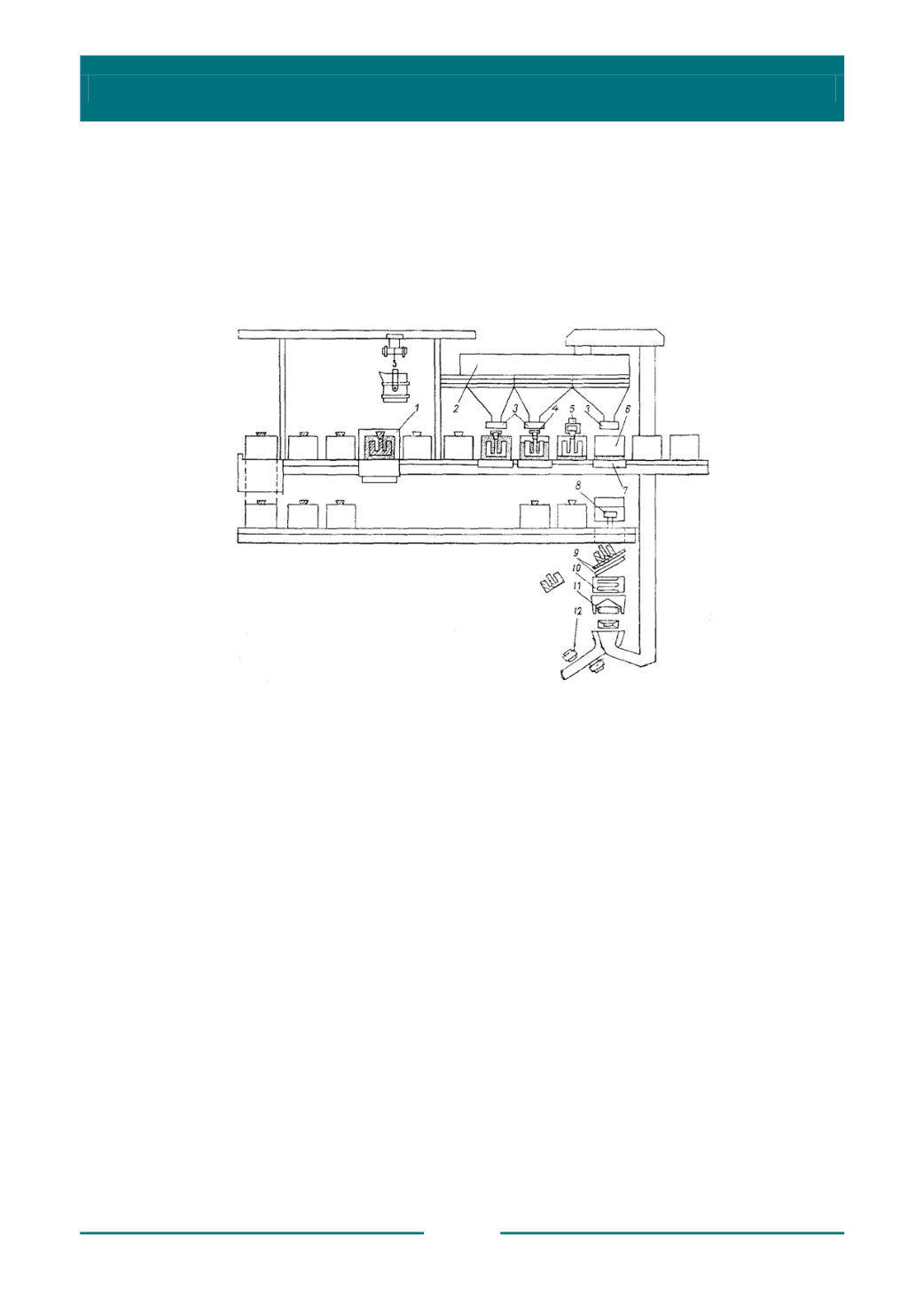
Разработан способ серийного изготовления отливок по газифицируемым
моделям в формах из сыпучих ферромагнитных материалов в магнитном поле.
Сущность способа заключается в следующем (рис. 8.11): литейная опока
устанавливается на вибростол
7
между полюсами постоянного электромагнита и
засыпается слоем ферромагнитного песка (дроби) высотой 25…30 мм для
образования «постели».
Рис. 8.11. Схема поточной линии изготовления
отливок в магнитных формах:
1
– электромагнит;
2
– бункер;
3
– дозатор;
4
– модель;
5
– приспособление;
6
– опока;
7
– вибростол;
8
– кантователь;
9
– отливка;
10
– охладитель;
11
,
12
– электромагнитные сепараторы
После этого устанавливается с помощью приспособления
5
модель
4
(из пенополистирола), и опока
6
засыпается из бункера
2
и дозатора
3
металлическим песком. Затем включается электромеханический вибратор
с амплитудой колебаний 0,4…0,75 мм и частотой 25…50 Гц, и формовочный
материал за 20…40 с уплотняется с 2,9 до 4 г/см
3
.
При заливке и кристаллизации металла форма находится в постоянном
магнитном поле электромагнита
1
. Частицы металлического песка сцепляются
между собой, что предотвращает деформацию формы. Под действием тепловой
энергии расплава модель газифицируется и замещается металлом.
После кристаллизации отливки магнитное поле снимается, металлический
песок практически размагничивается, форма переворачивается кантователем
8
,
отливка
9
извлекается из формы, а металлический песок после охлаждения в
охладителе
10
и регенерации в электромагнитных сепараторах
11
и
12
поступает


