СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
386
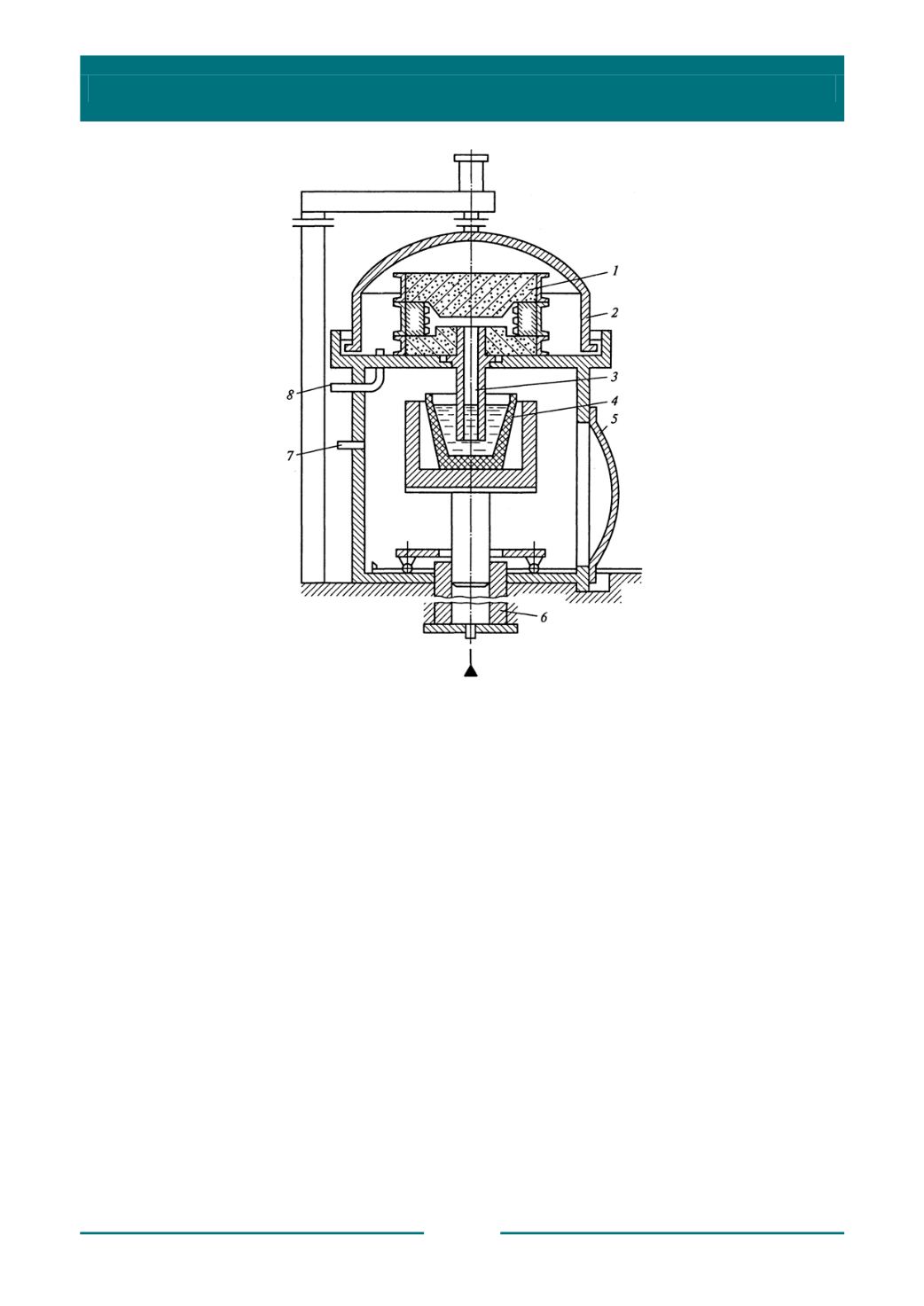
Рис. 9.5. Схема установки для вакуумно-компрессорного литья:
1
– форма;
2
– стальной колпак;
3
– металлопровод;
4
– тигель с расплавом;
5
– крышка нижней камеры;
6
– гидроцилиндр подъема тигля с расплавом;
7
,
8
– трубопроводы пневмосистемы установки
После заполнения формы отверстие металлопровода перекрывается, и в
камеру формы по трубопроводу
8
подается сжатый воздух, отливка затвердевает
под всесторонним давлением. Избыточное давление в верхней камере выше
давления газов в растворе, поэтому оставшиеся в расплаве после вакуумирования
растворенные газы из него не выделяются и газовая пористость не образуется.
Такая мера способствует повышению механических свойств материала отливки.
Этим способом получают сложные отливки без пористости с высокими
механическими свойствами.


