СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
370
моделей и другие вспомогательные операции, например, раскрытие и закрытие
пресс-формы, смазку разделительной жидкостью.
Нанесение противопригарного покрытия на блоки моделей производится на
конвейере в проходной ванне
7
методом окунания. Сушка покрытия модельных
блоков осуществляется в проходном конвейерном сушиле
8
в потоке подогретого
воздуха с температурой 50…55 °С.
Время сушки первого слоя 20…25 мин. Второй слой противопригарного
покрытия наносится в такой же последовательности, как и первый. Время сушки
второго слоя 45…50 мин. Толщина двухслойного покрытия 0,4…0,8 мм.
Автоматизированная поточная линия
9
для формовки, заливки, охлаждения
и выбивки отливок обеспечивает механизацию технологических и транспортных
операций. Линия работает следующим образом. На предварительно засыпанную в
опоку «постель» устанавливают блок моделей и сверху из бункеров насыпают
металлический песок. Уплотнение наполнителя обеспечивается вибраторами.
Заформованные опоки подаются в магнитный узел, где на время заливки и
кристаллизации отливок включается магнитное поле. Запитые опоки поступают в
охладительную камеру. Охлажденные формы подаются на кантователь, который
опрокидывает форму на инерционную решетку. Отливки по уклону решетки
поступают в контейнеры, в которых их отправляют на последующую обработку.
Металлический песок, проходя сквозь решетку, поступает в охладительную
установку кипящего слоя, затем проходит магнитную сепарацию.
Регенерированный формовочный материал опять поступает на линию формовки.
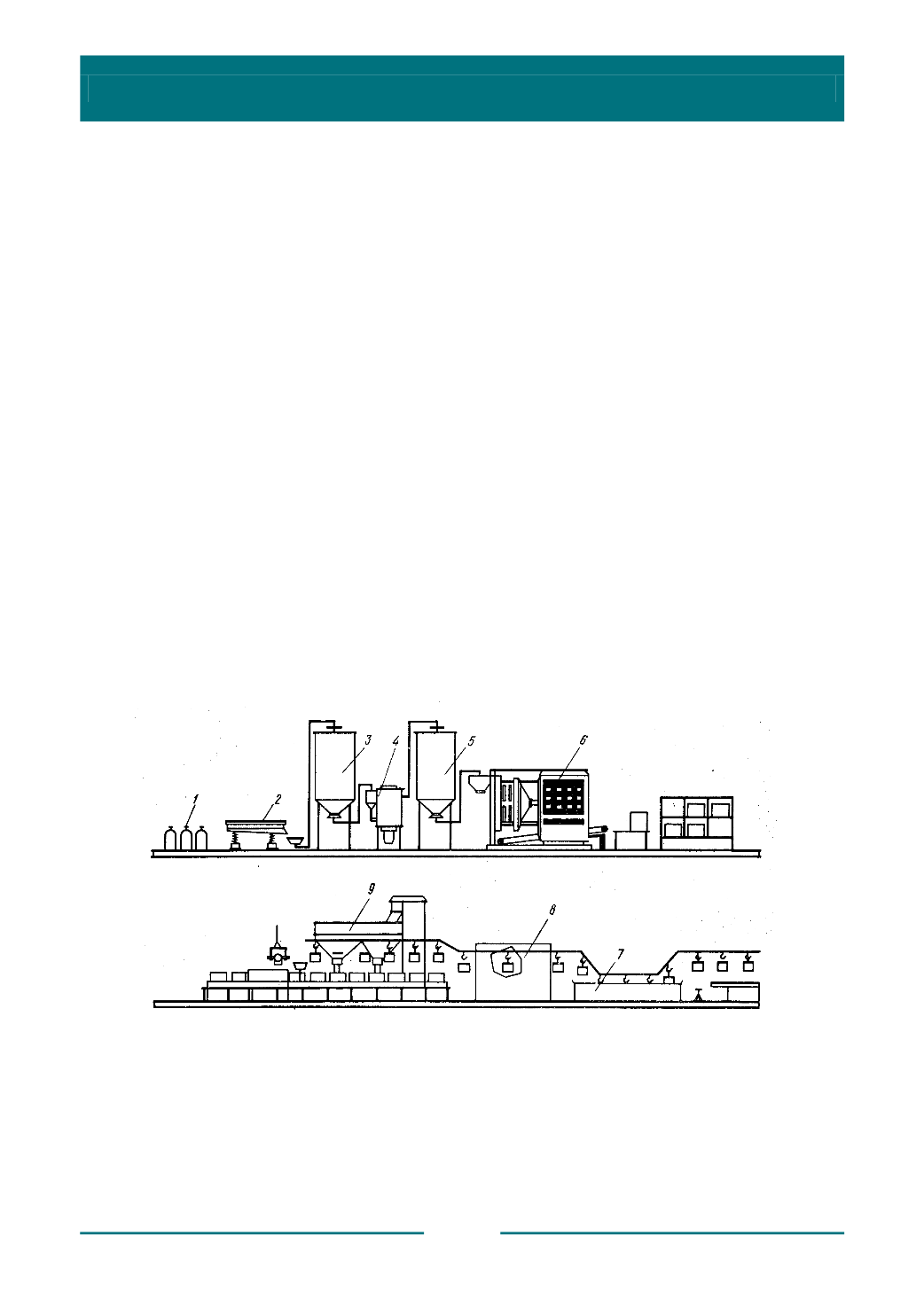
Рис. 8.10. Компоновка технологического оборудования для производства
отливок по газифицируемым моделям в магнитной форме:
1
– исходное сырье (полистирол);
2
– установка для рассева;
3
,
5
– расходные бункеры;
4
– подвспениватель;
6
– автомат для изготовления моделей;
7
– проходная ванна;
8
– сушитель;
9
– поточная линия


