СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
133
заготовки с максимальной площадью поперечного сечения, равной площади
поперечного сечения пуансона, а к отливкам сложной конфигурации – отливки с
бобышками и отростками, максимальная площадь поперечного сечения которых
больше максимальной площади поперечного сечения пуансона.
Таблица 5.9
Рекомендуемое давление прессования
Сплав
Конфигурация отливки
Р
н
, МПа
На основе алюминия и цинка
Простая
50,0…80,0
Сложная
80,0…120,0
На основе меди
Простая
80,0…150,0
Сложная
150,0…200,0
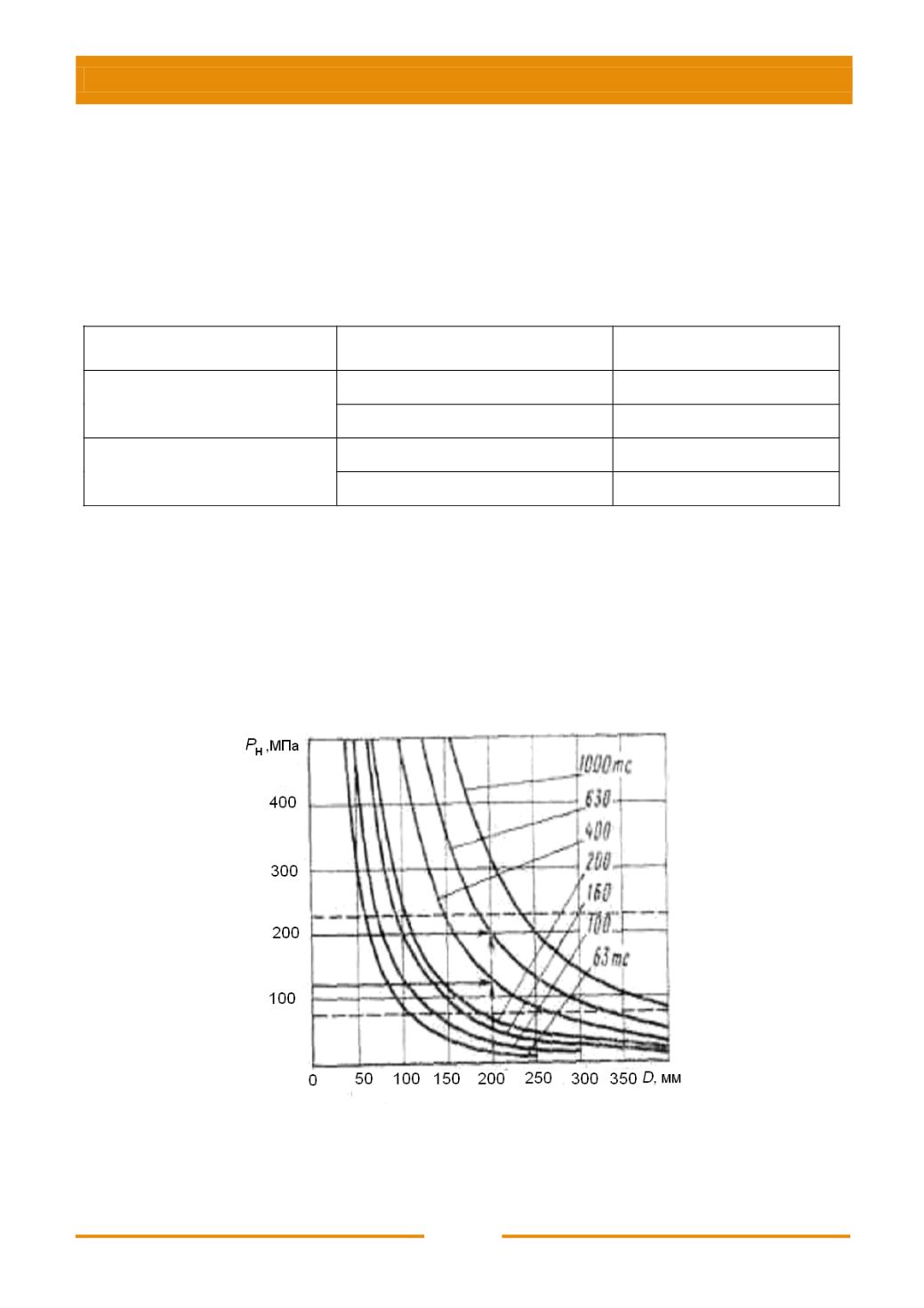
Зная диаметр прессующей части пуансона (или площадь прессуемой части
отливки) и величину необходимого давления прессования для получения
качественной отливки, можно выбрать необходимое номинальное усилие, а
следовательно, гидравлический пресс. Для этого можно воспользоваться
номограммой, приведенной на рис. 5.14. Штриховыми линиями ограничена
область оптимальных давлений.
Рис. 5.14. Номограмма для выбора номинального усилия пресса
по давлению прессования и диаметру пуансона


