СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
128
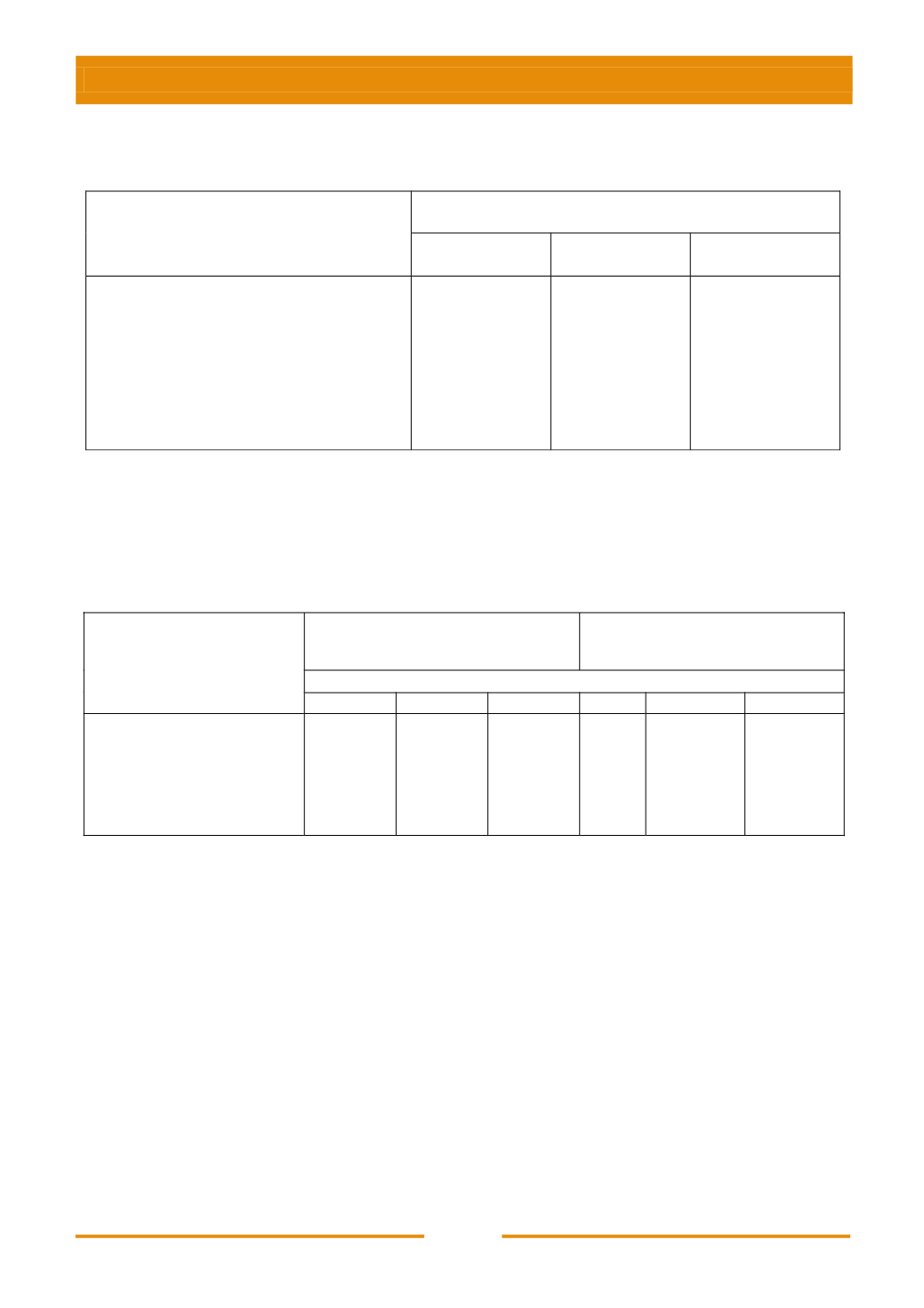
Таблица 5.4
Припуски на механическую обработку
Наибольший габаритный размер
отливки, мм
Припуск (мм) при классе шероховатости
поверхности детали,
Ra
4
6
8
До 40
40…60
60…100
100…160
160…250
250…360
360…500
500…630
0,80
1,00
1,25
1,50
1,75
2,00
2,25
2,50
1,25
1,50
1,75
2,00
2,25
2,50
2,75
3,00
1,50
1,75
2,00
2,25
2,50
3,00
3,25
3,50
В табл. 5.5 приведены припуски на механическую обработку в
зависимости от точности размеров прессованных при кристаллизации отливок.
Таблица 5.5
Припуски (на сторону) на механическую обработку отливок, мм
Наибольший габаритный
размер отливки, мм
Для отливок из алюминиевых
и цинковых сплавов
Для отливок из медных
сплавов
при классе точности отливок
3
4
5
3
4
5
До 100
100…150
150…250
250…400
450…650
0,5
0,8
1,2
1,5
2,0
0,8
1,0
1,5
2,0
2,5
1,0
1,2
2,0
2,0
3,0
0,8
1,0
1,5
2,0
-
1,0
1,2
1,5
2,0
-
1,2
1,5
2,0
2,5
-
На наружных и внутренних поверхностях отливок предусматривают
уклоны в направлении движения при извлечении из пресс-формы. Уклоны
назначают в зависимости от габаритных размеров и отношения высоты к
диаметру (или ширине) отливки. При изготовлении отливок типа колец, фланцев
и втулок, имеющих
Н/D ≤
1
,
на наружных поверхностях уклоны не
предусматривают.
При
H/D >
1
назначают уклон на наружной поверхности до 0,5
, а на
внутренней – 1…5
. Величину уклона в указанных пределах принимают исходя
из усилия, развиваемого системой выталкивателя пресса.
Если внутреннюю полость отливки выполняют пуансоном, то величину
уклона назначают различной, в зависимости от того, есть ли съемник или нет
(табл. 5.6). При давлении прессования свыше 250 МПа и длительной выдержке


