СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
140
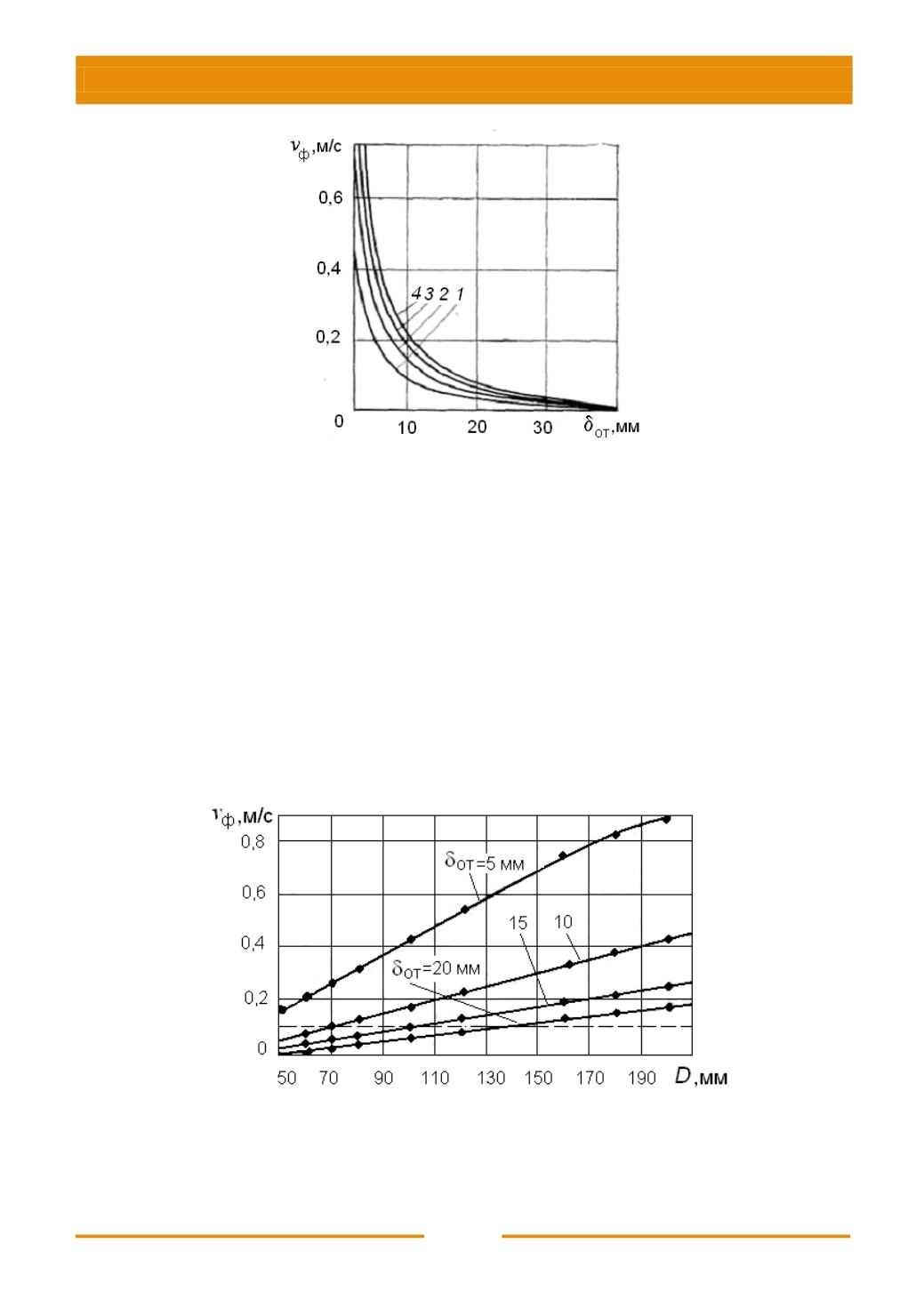
Рис. 5.18.
Зависимость скорости формообразования отливки
от толщины ее стенки при пуансонном прессовании:
1
,
2
,
3
,
4 –
скорость внедрения пуансона, соответственно 0,05; 0,08; 0,10; 0,20 м/с
При изготовлении отливок с массивными стенками стремятся к
повышенной скорости опускания ползуна до момента соприкосновения его с
зеркалом расплава в матрице пресс-формы, что приводит к уменьшению τ
д
, и к
последующему снижению скорости при внедрении пуансона в затвердевающий
расплав, т.е. в процессе окончательного формообразования отливки.
При постоянной толщине стенки отливки δ
от
и
v
п
= 0,1 м/с скорость
формообразования
v
ф
возрастает с увеличением габаритных размеров отливки,
например диаметра (рис. 5.19).
Рис. 5.19. Зависимость скорости формообразования от диаметра
отливки при различной толщине стенки отливки


