СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
137
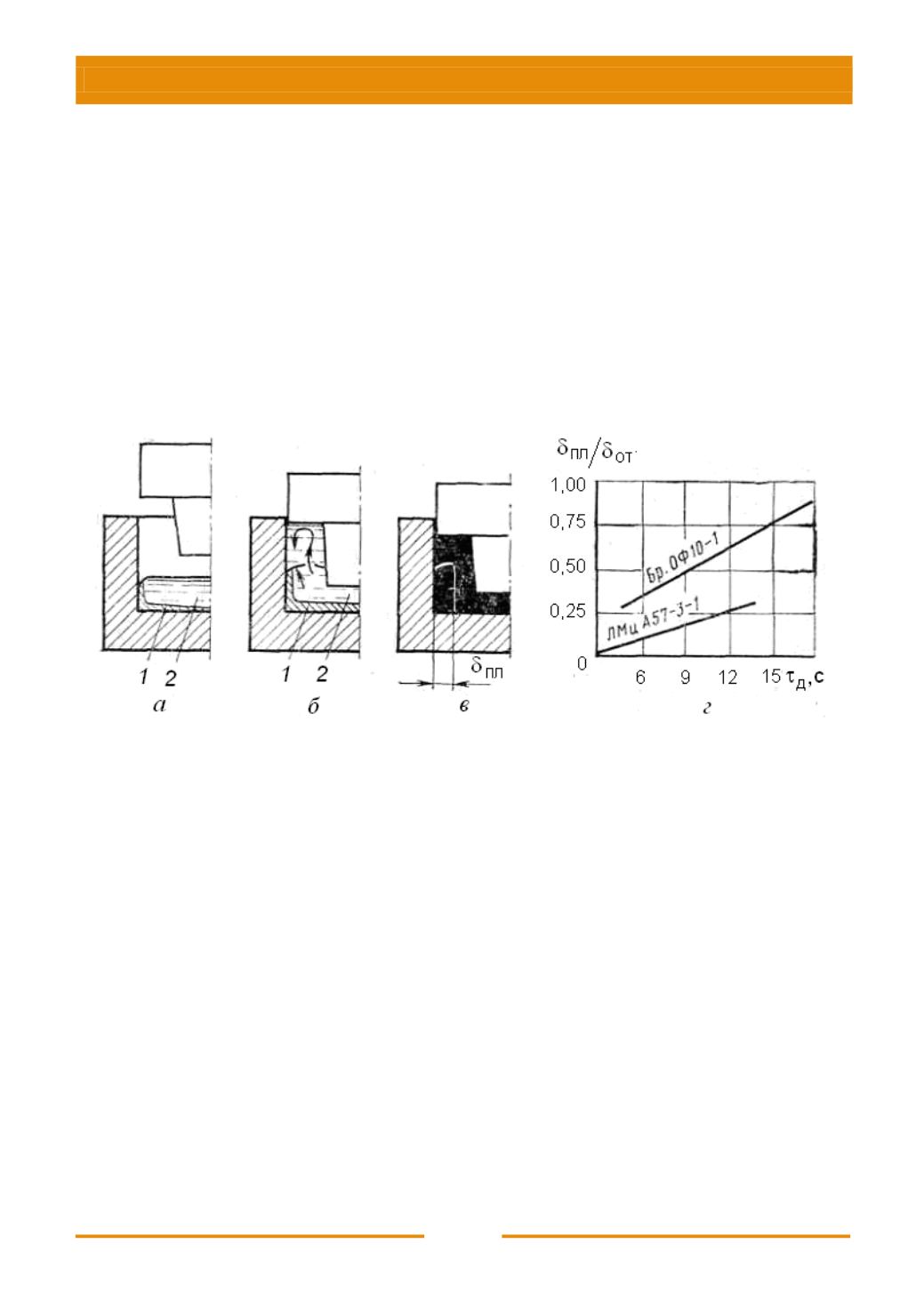
боковой корке, выдавливается вверх, перемещая окисленную верхнюю пленку в
том же направлении. Оба потока встречаются несколько выше (на 3…4 мм)
уровня залитого в матрицу расплава. В результате образуется граница встречи
двух потоков, которая в некоторых случаях не устраняется при последующем
приложении давления, т.е. потоки металла не свариваются, а образуется дефект
типа спая. Он распространяется от наружной поверхности в тело отливки на
глубину δ
пл
(рис. 5.16,
в
).
Увеличение выдержки расплава в матрице до приложения давления
приводит к существенному увеличению относительной протяженности спая в
отливке, образовавшегося несколько выше уровня залитого в матрицу расплава
(рис. 5.16,
г
).
Рис. 5.16. Схема образования спая (
а
,
б
,
в
) и зависимость его относительной
протяженности от длительности выдержки расплава в матрице
до приложения давления (
г
)
Отливку выдерживают под давлением до полного затвердевания. Это
время τ
п
зависит от схемы прессования, толщины стенки и конфигурации
отливки, используемого сплава. В табл. 5.10 приведены значения
рекомендуемого τ
п
при литье слитков из безоловянных бронз и латуней. Видно,
что продолжительность выдержки расплава под давлением составляет
τ
п
= l,l…l,3 с на каждый 1 мм диаметра слитка. При литье слитков из оловянных
и сурьмяных бронз, имеющих большой интервал кристаллизации, τ
п
увеличивают приблизительно на 50% по сравнению с данными, приведенными в
табл. 5.10.
При изготовлении фасонных отливок τ
п
практически выбирают в тех же
пределах, что и для слитков (1,0…1,2 с на каждый 1 мм толщины стенки).
5.4.4. Определение скоростей формообразования и прессования
Пуансон закрепляют на верхней плите пресс-формы, а плиту на ползуне
пресса. Поэтому после заливки расплава в матрицу и включения пресса


