СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
135
повышению плотности металла. Это же, в свою очередь, способствует и
улучшению механических свойств, особенно пластичности.
Если матрица и пуансон перед началом работы должны быть нагреты до
t
пф
= 125…150
С, то во время работы их температура существенно возрастает.
Температура матрицы в процессе литья не должна превышать 400
С (медные
сплавы) и 300
С (алюминиевые сплавы), а температура пуансона – 350 и 250
С
соответственно. Поэтому пресс-формы в процессе эксплуатации охлаждают
водой или воздухом. Пресс-форму перед заливкой нагревают электрическими
нагревателями, газовыми горелками, а также двух- или трех разовой заливкой
расплава в матрицу пресс-формы с выдержкой в ней в течение 5…10 мин.
Последний способ нагрева матрицы менее желателен, так как это ведет к
уменьшению стойкости оснастки из-за резкого перепада температуры в стенках
матрицы.
5.4.3. Выбор продолжительности отдельных операций процесса
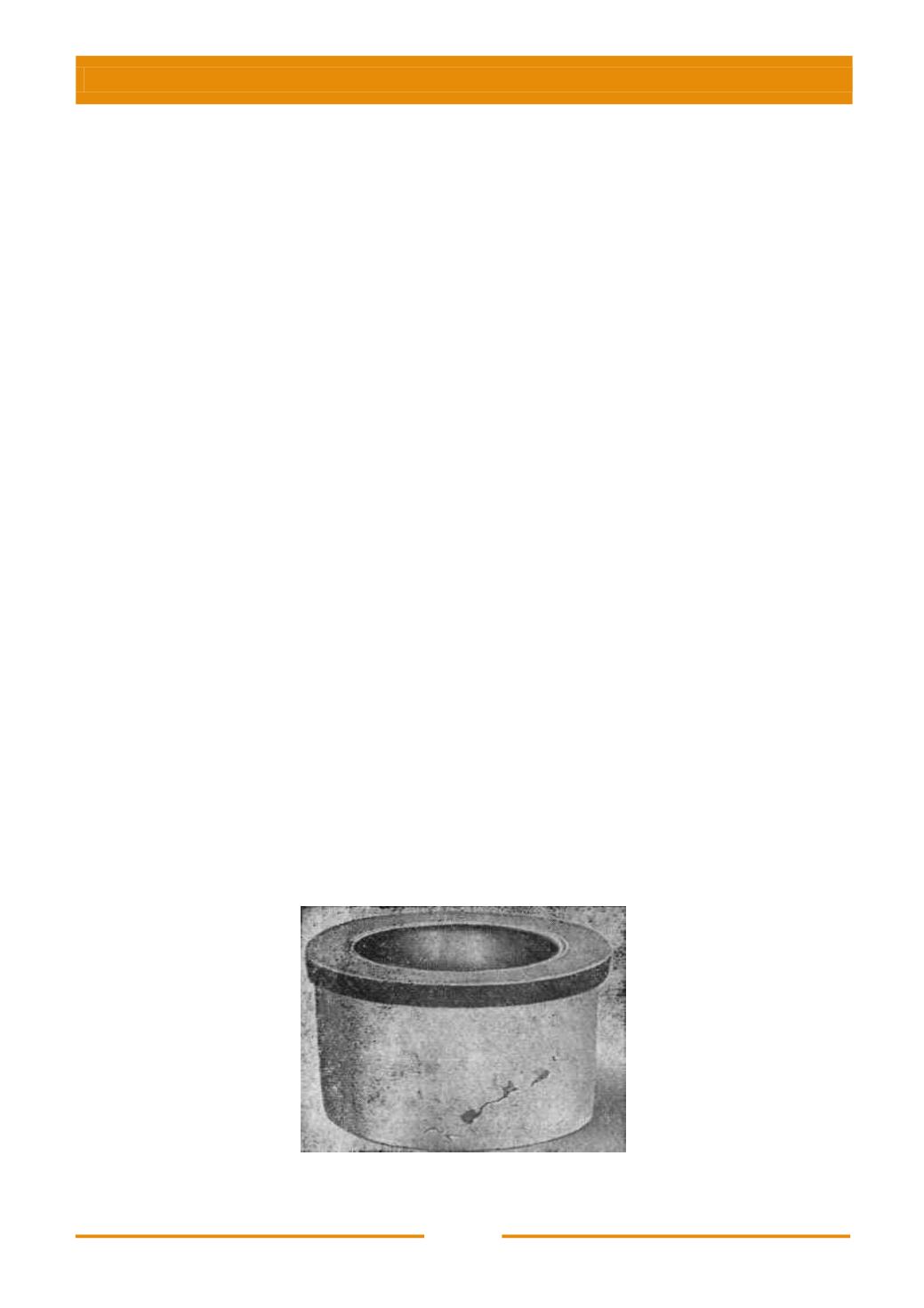
Продолжительность заливки должна быть минимальной. Заливать расплав
следует плавно, без разрыва струи и при небольшой высоте ее падения. Если в
начале заливки струя расплава перед падением на дно матрицы касается ее
стенок, то на наружных поверхностях отливок могут образоваться спаи
глубиной до 1 мм и различной протяженности (рис. 5.15). Повышение давления
прессования не уменьшает указанного дефекта в отливках. Последний можно
ликвидировать только при механической обработке отливок с увеличенным
припуском. Следовательно, расплав необходимо заливать так, чтобы при
заливке он падал непосредственно на дно матрицы, не соприкасаясь до этого с
ее вертикальными стенками. Этого можно добиться при заливке через
специальные воронки или желоба. Однако использование их в определенной
степени увеличивает продолжительность заливки, так как требуется время для
их установки и последующего удаления до начала прессования. Поэтому выбор
того или иного заливочного оборудования и приспособлений зависит от массы и
толщины стенки отливки, а также требований, предъявляемых к последней.
Рис. 5.15. Поверхностные спаи на отливке


