СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
125
Расположение отливки в пресс-форме проектируют так, чтобы наиболее
массивные части стенок, а также утолщенные элементы отливок находились в
верхней части – вблизи пуансона.
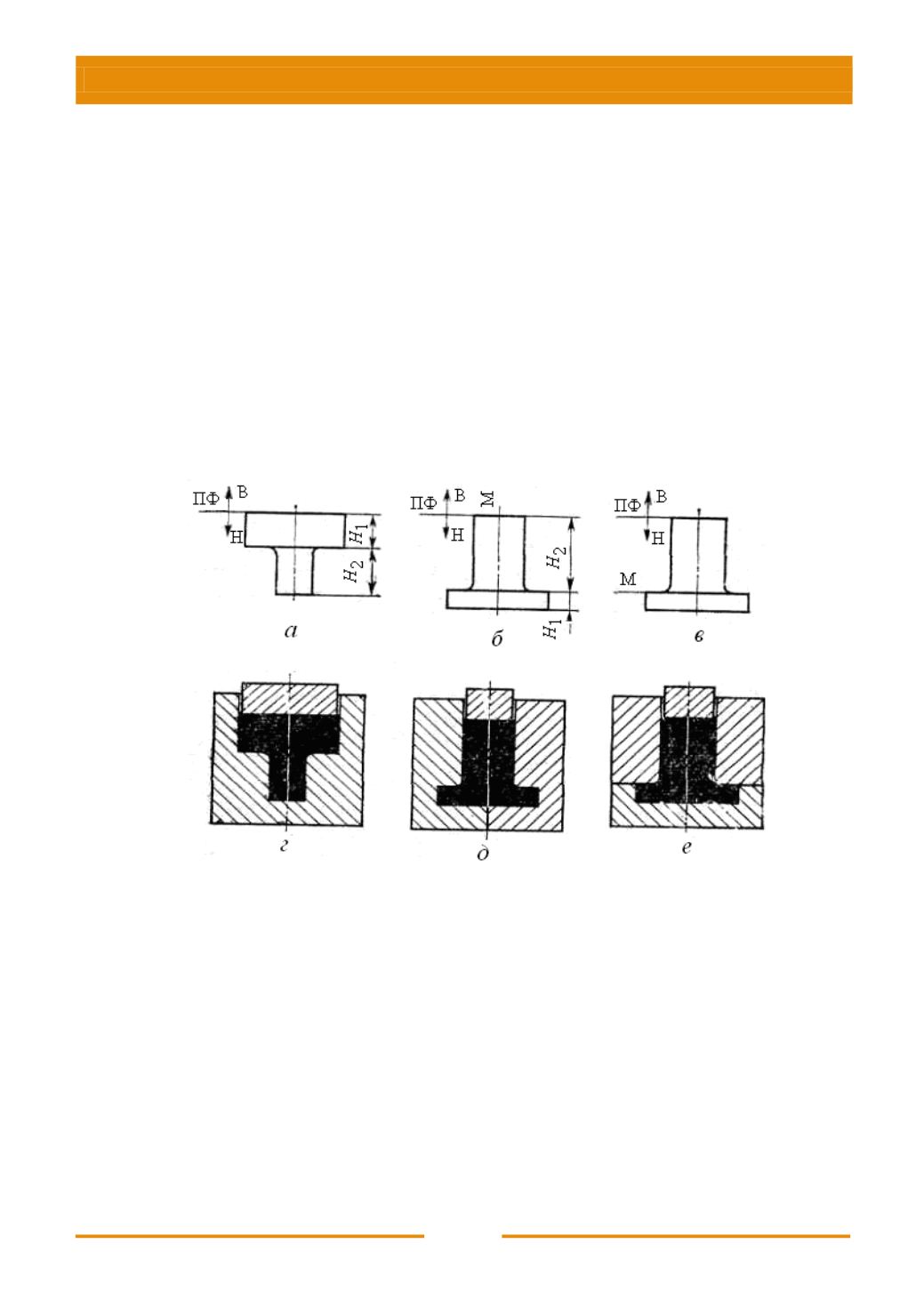
Если у отливки с Т-образным профилем
Н
1
≈
Н
2
или
Н
1
>
Н
2
(рис. 5.12,
а
),
то ее можно изготовлять в пресс-форме с неразъемной матрицей (рис. 5.12,
г
).
В этом случае площадь, на которую воздействует пуансон, является
наибольшей. Отсюда следует, что для отливок большего размера потребуется
мощные гидравлические прессы. Если
Н
1
<
Н
2
(рис. 5.12,
б
,
в
) или если мощность
имеющегося пресса недостаточна, то возможно изготовления отливок с
приложением давления к меньшему торцу (рис. 5.12,
д
,
е
). Однако при этом
усложняется конструкция пресс-форм, так как матрицы должны состоять из
нескольких элементов с вертикальной (рис. 5.12,
д
) или горизонтальной
(рис. 5.12,
е
) плоскостью разъема.
Рис.5.12. Отливки (
а
,
б
,
в
) и схемы прессования (
г
,
д
,
е
):
ПФ – разъем пресс-формы; М – разъем матрицы
Выбор схемы прессования во многом зависит от склонности сплава к
окислению. Для отливок из легкоокисляющихся сплавов применяется
пуансонное прессование (рис. 5.11) или выдавливание расплава в закрытой
полости (рис. 5.9). Первая схема наиболее проста при эксплуатации и не требует
дополнительных устройств в оснастке для съема отливки с пуансона, извлечение
отливки из матрицы производится выталкивателем пресса. Если отливка имеет
внутреннюю полость или отверстия, то их выполняют при помощи стержней,
закрепляемых на дне матрицы. Как правило, верхний торец отливки,
соприкасающийся с пуансоном, должен быть плоским.


