СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
126
Если сплавы не склонны к окислению, более целесообразным следует
признать вариант пуансонного или пуансонно-поршневого прессования, так как
при пуансоном прессовании требуется меньшее давление, чем при поршневом.
Отливки, изготовленные с применением пуансонного прессования, имеют
лучшую чистоту поверхности.
5.3. Конструирование отливок
При конструировании отливок равномерность толщин стенок и плавность
переходов между стенками обеспечивается с помощью скруглений и галтелей. На
необрабатываемых поверхностях сопряжений выполняют радиусы скруглений,
которые по наружному контуру должны быть не менее 1,5 мм, по внутреннему
контуру – не менее 2,5 мм; на обрабатываемых поверхностях сопряжений
указанные радиусы – не менее 2,0 и 3,5 мм соответственно. Радиусы скруглений
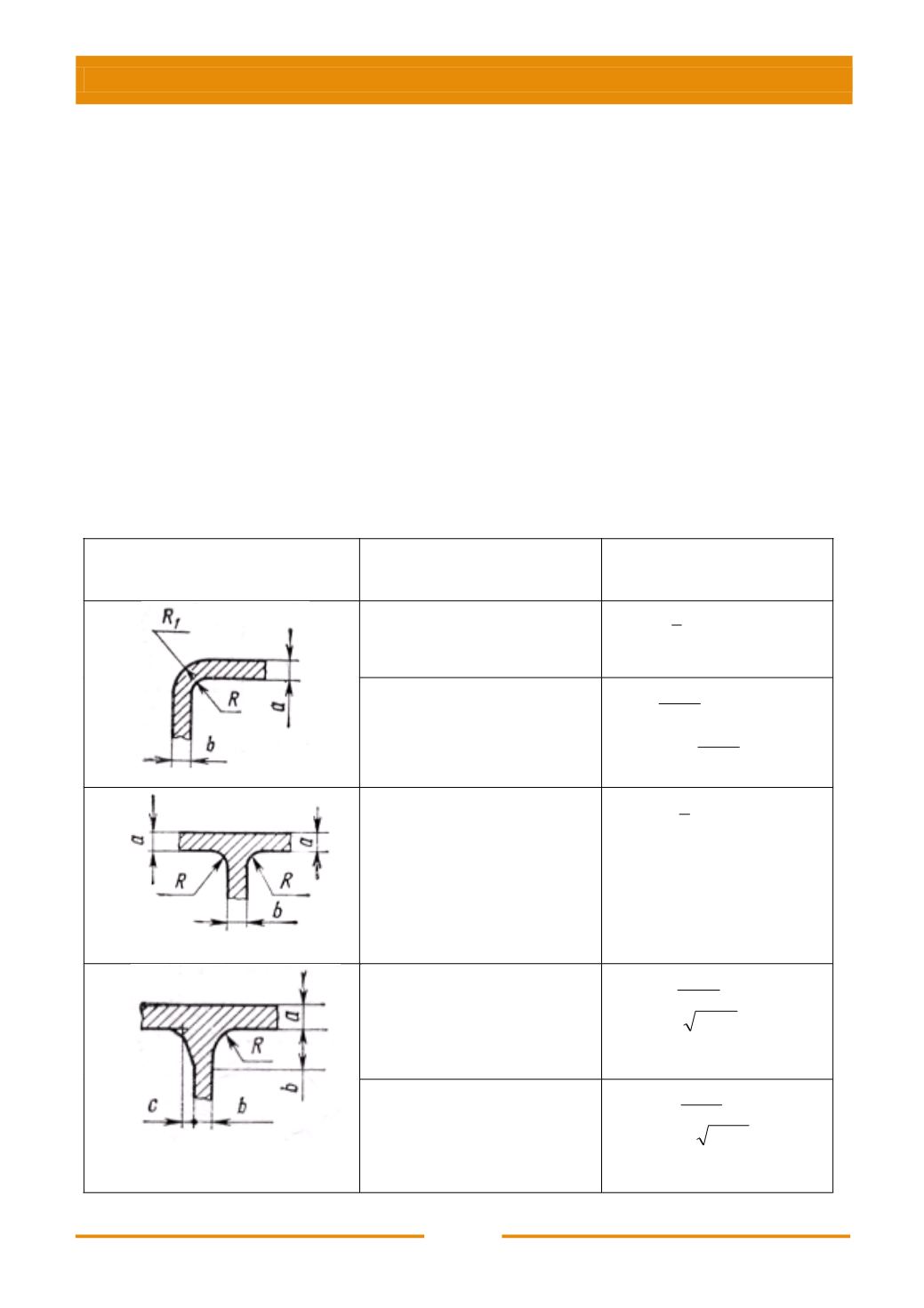
зависят от вида сопряжения и толщин сопрягаемых стенок (табл. 5.2).
Таблица 5.5
Сопряжения стенок отливок
Вид сопряжения
Соотношение толщины
стенок
Радиусы, переходы
а = b
Ra R
a R
1
3
1
а <b
2
6
1
ba
R R
ba
R
а = b
a R
3
1
а <b
c h
ab c
ba
R
12
2
6
а> b
c h
ba
c
ba
R
12
5,1
4


