СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
141
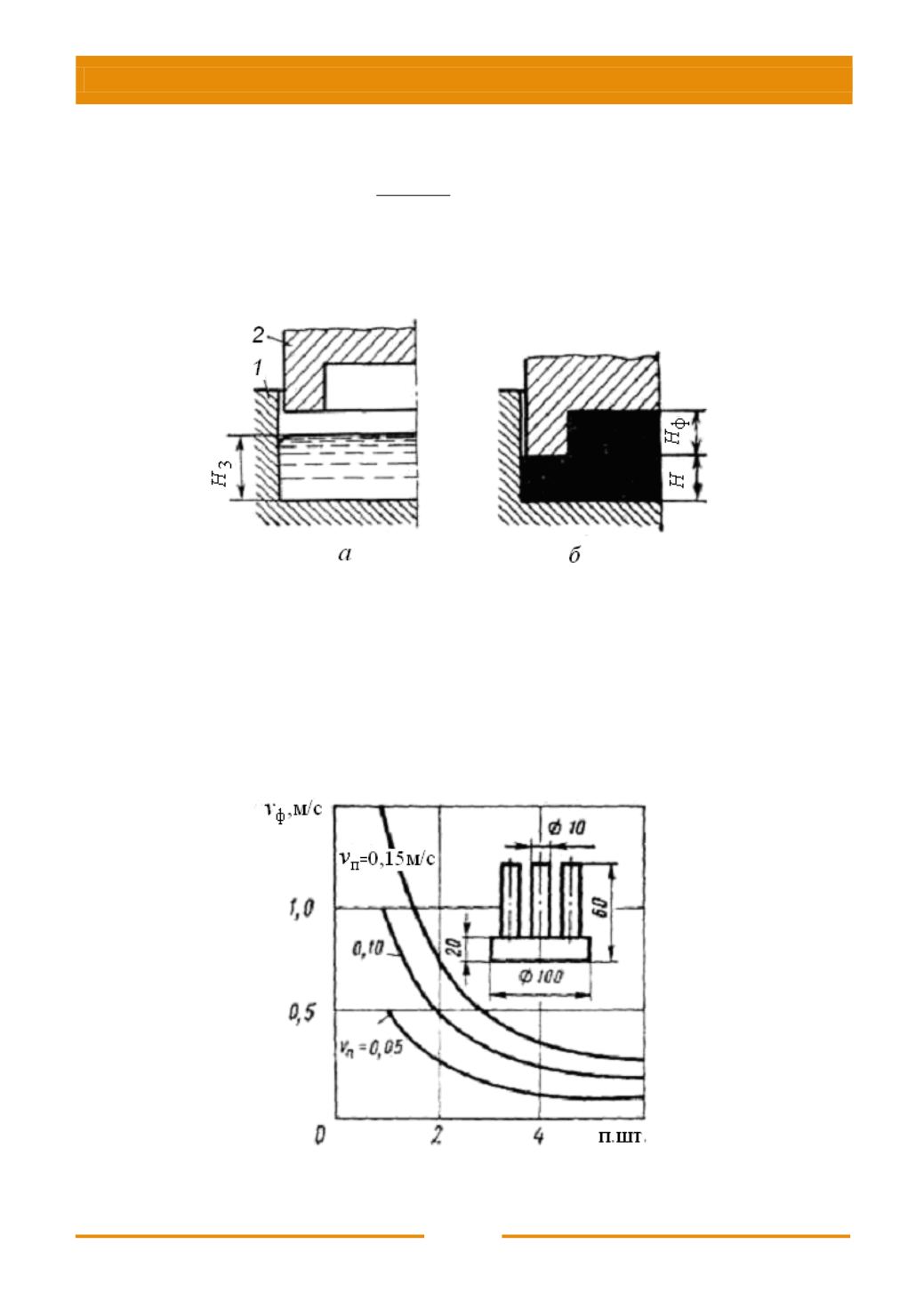
При пуансонно-поршневом прессовании (рис. 5.20)
п
ф
ф
ф
Н Н
Н
,
(5.4)
т.е. также зависит от
v
п
.
Кроме того,
v
ф
зависит и от количества выступов,
расположенных на верхнем торце отливки и выполняемых в пуансоне.
Рис. 5.20. Схема формирования отливки при пуансонно-поршневом прессовании:
а –
перед внедрением пуансона;
б –
выдержка под давлением;
1
– матрица;
2
– пуансон
На рис. 5.21 видно, что с увеличением количества (
n
) выступов на верхнем
торце отливки (
10 мм,
Н
= 40 мм) скорость формообразования уменьшается
и тем самым создаются условия для более плавного заполнения рабочих
полостей формы.
Рис. 5.21. Зависимость скорости формообразования от количества
выступов на верхнем торце отливки


