СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
127
Величина припуска на механическую обработку определяется
габаритными размерами и конфигурацией отливки и составляет 0,5…5,0 мм.
Опыт механической обработки отливок типа втулок показал, что чистая
поверхность детали достигается при припусках, величина которых указана в
табл. 5.3 [46]. В таблице величина припусков указана без учета уклонов.
Таблица 5.3
Припуски (на сторону) на механическую обработку для втулок, мм
Размеры отливки
Для алюминиевых
и цинковых сплавов
Для медных сплавов
Наружный диаметр
Внутренний диаметр
Высота
0,6…0,8
0,5…0,6
0,6…1,0
1,0…1,5
0,8…1,0
1,0…1,2
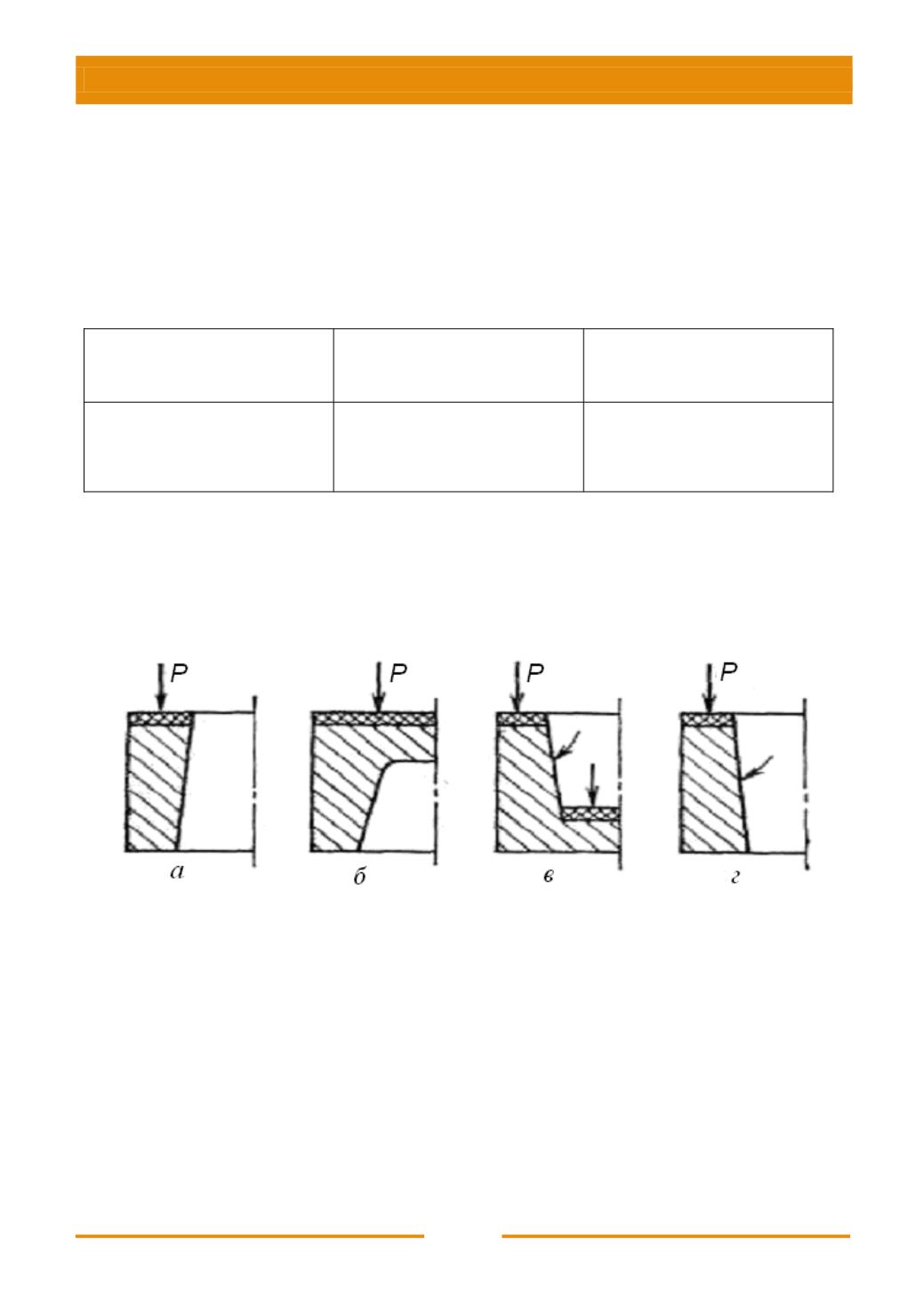
По высоте отливок предусматривают допуск от +2,0 до -0,5 мм для
компенсации неточности дозировки расплава. Этот допуск в зависимости от
схемы прессования и конфигурации отливки может быть расположен на одном
(рис. 5.13,
а
,
б
,
г
) или нескольких (рис. 5.13,
в
) уровнях по высоте.
Рис. 5.13. Место допуска на отливке на неточность дозировки расплава
при поршневом (
а
,
б
) и пуансонном (
в
,
г
) прессовании
На основании практических данных, полученных в работе [46] при
разработке и внедрении процесса ЛКД сплавов цветных металлов, установлены
значения односторонних припусков на механическую обработку в зависимости от
размера отливки и требуемой чистоты поверхности детали (табл. 5.4).


