СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
123
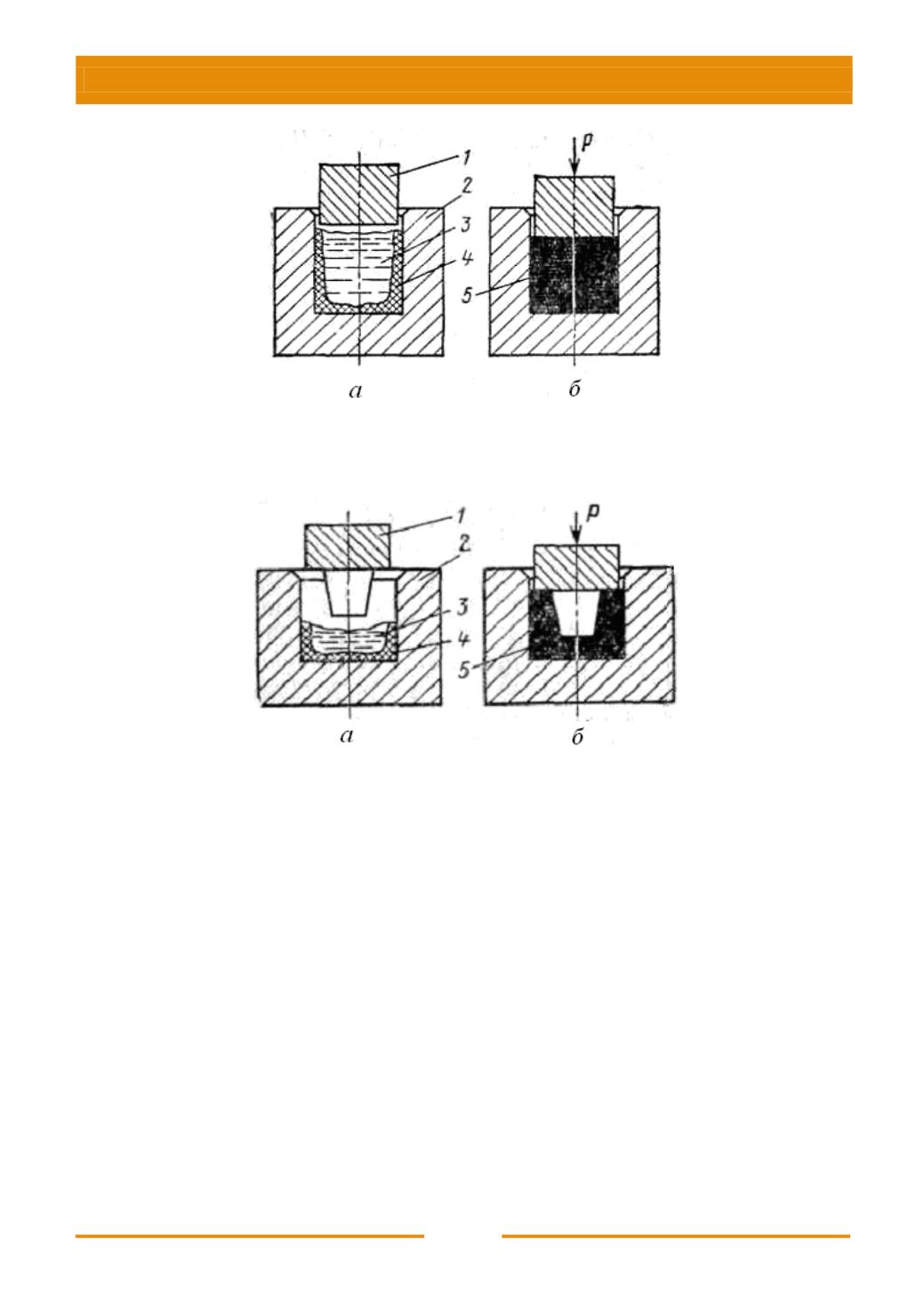
Рис. 5.10. Схема поршневого прессования:
а
– перед приложением давления;
б
– выдержка под давлением;
1
– пуансон;
2
– матрица;
3
– расплав;
4
– затвердевшая корка;
5
– отливка
Рис. 5.11. Схема пуансонного прессования:
а
– перед внедрением пуансона;
б
– выдержка под давлением;
1
– пуансон;
2
– матрица;
3
– расплав;
4
– затвердевшая корочка;
5
– отливка
Основными критериями для характеристики каждой схемы прессования
являются характер воздействия пуансона на образовавшуюся до приложения
давления вертикальную (боковую) корку и отношение объема расплава,
вытесненного пуансоном во время формообразования отливки
V
р
, ко всему
объему отливок
V
от
. Это отношение называется коэффициентом
формообразования
К
ф
отливки
от p ф
/
VV K
.
При поршневом прессовании давление кристаллизующемуся расплаву
передается пуансоном, который перекрывает открытую полость матрицы и
действует на верхний торец формирующейся отливки в течение времени,
необходимого для ее полного затвердевания. К моменту приложения давления в
местах соприкосновения расплава с матрицей образуется твердая корка, а
уровень сплава в матрице снижается. Поэтому пуансон воздействует вначале на


