СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
146
расположенные в пуансонодержателе. Например, подпружиненным может быть
пуансон (подгруппа 3.1). Тогда при упоре нижнего торца пуансона в
затвердевшее тонкое дно отливки он останавливается, а наружная втулка
продолжает опускаться, сжимая пружины и уплотняя вертикальные стенки
затвердевающей отливки.
В прессующих узлах других подгрупп (3.2 и 3.3) во время уплотнения
затвердевающей отливки останавливается втулка, а уплотнять массивное дно
продолжает пуансон.
Группа 4 содержит сложные прессующие узлы,
часто предназначенные
для одновременного уплотнения не одной, а нескольких затвердевающих
отливок (подгруппы 4.2 и 4.3).
Конструктивное оформление пресс-форм, осуществляемое различными
предприятиями, организациями и конструкторскими бюро, разнообразно.
Конструкции отдельных пресс-форм приведены в работах [43…45, 48].
Материалы для пресс-форм.
Для изготовления вкладышей пресс-
форм рекомендуется применять следующие стали: 3Х2В8Ф – для литья медных
сплавов, 4ХВ2С – для литья алюминиевых и магниевых сплавов, 4Х5В2ФС,
4Х5В4ФСМ, 4Х2В5ФМ, 4Х3В2Ф2М2, 5ХВ2С и 6ХВ2С – для различных
сплавов. Эти рекомендации могут быть использованы и при конструировании
пресс-форм.
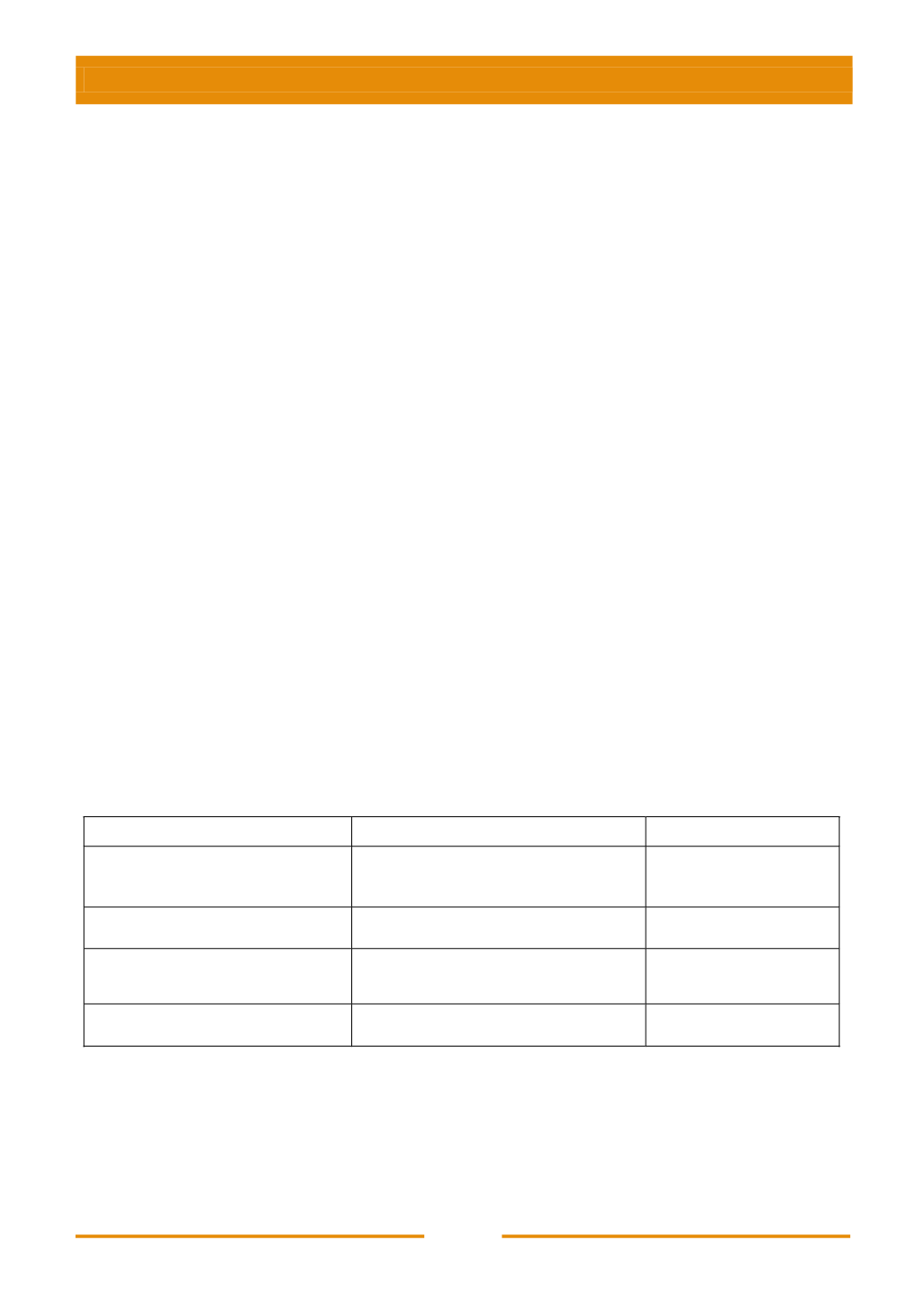
В табл. 5.13 приведены некоторые марки сталей, используемых в
настоящее время для изготовления деталей пресс-форм.
Сталь 3Х2В8Ф нашла широкое применение для изготовления матриц,
пуансонов и стержней; она поставляется в отожженном состоянии и должна
иметь твердость НВ 255…207.
Таблица 5.13
Стали для пресс-форм
Детали пресс-формы
Марки стали
HRC
Матрица, пуансон, стержни
3Х2В8, 3Х2В8Ф, 3Х2М2Ф,
3Х10В2Ф, 5ХНМ, 3X13
40…42
Толкатели
3Х10В2Ф, 5ХНМ, 3X13,
3Х2В8Ф, 4Х5МФС
40…42
Обойма
(матрицедержатель),
пуансонодержатель
40, 45
28…30
Плиты
20, 40, 45
–
Режим термической обработки деталей из этой стали, соприкасающихся с
расплавом, оказывает решающее влияние на их стойкость и точность размеров.
Он зависит от многих факторов: от конструкции пресс-формы, ее размеров,
толщины стенок, материала, применяемого для отливки, способа выплавки
штамповой стали, условий эксплуатации. Предварительную термическую


