СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
155
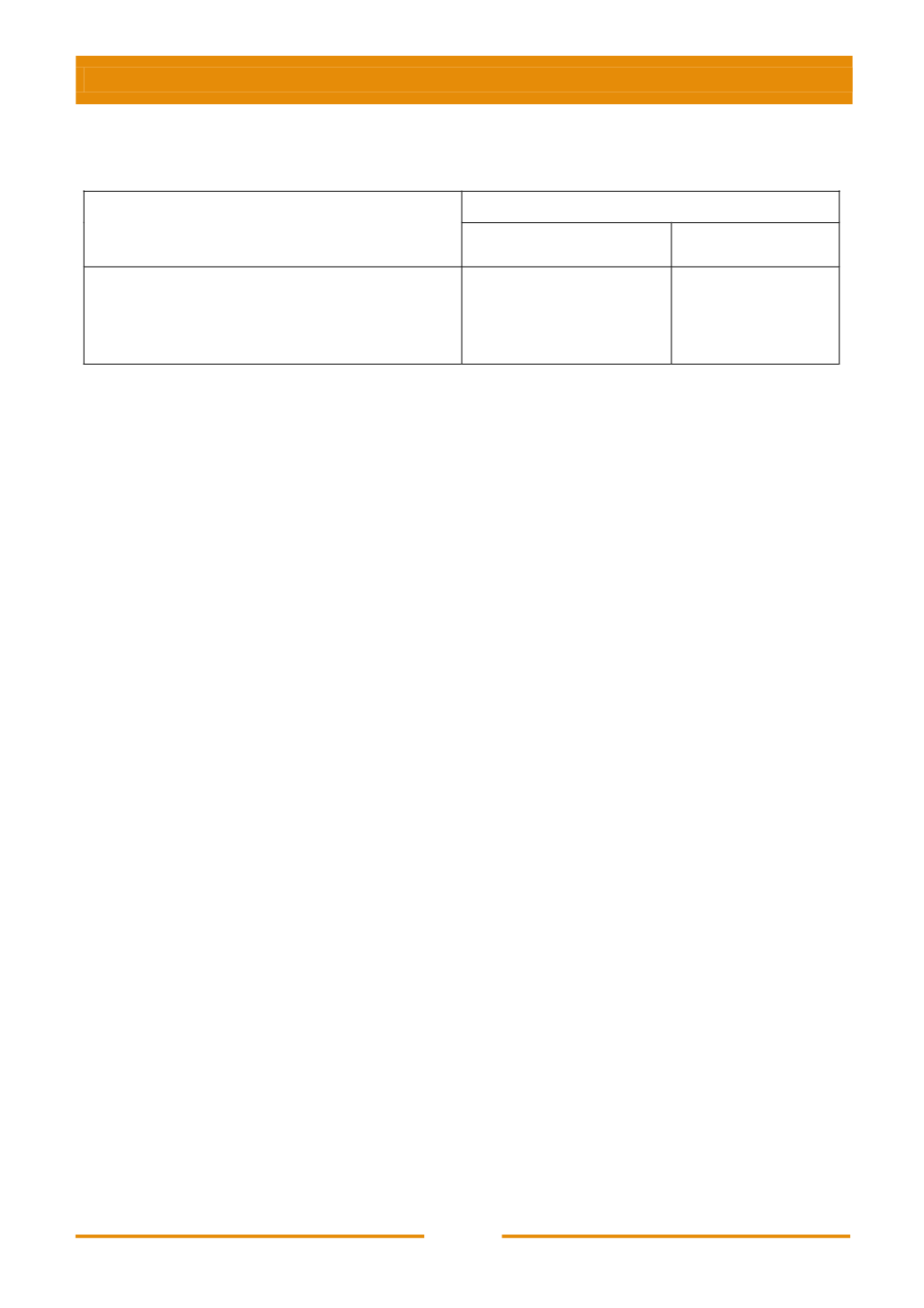
Таблица 5.16
Рекомендуемые температуры заливки алюминиевых сплавов
Марка сплава
Температура расплава,
С
в печи
при заливке
АК12 (АЛ2)
АК9ч (АЛ4), АК7ч (АЛ9)
АМr6лч (АЛ23-1), АМr10ч (АЛ27-1)
680…700
700…720
630…750
650…680
680…700
630…680
Так, при использовании теплоизоляционного покрытия на основе мела
при изготовлении отливок со стенками толщиной до 4 мм сплав АМr6лч
(АЛ23-1) можно заливать при температуре 650…680 °С, а со стенками толщиной
свыше 4 мм – при 630…650 °С.
Скорость внедрения пуансона
v
п
при формообразовании отливки
необходимо определять расчетом, исходя из требуемой скорости
формообразования отливки
v
ф
. Следует избегать больших скоростей
формообразования, так как они приводят к вихревому движению металла
вверх при пуансонном прессовании, захвату воздуха и преждевременному
износу оснастки.
В отливках из алюминиево-магниевых сплавов при скорости
формообразования
v
ф
> 0,3 м/с наблюдается повышенное содержание газа
(толщина стенки отливки 5…8 мм), которое почти в 8 раз больше по сравнению
с исходным сплавом, в то время как при поршневом прессовании содержание
газа возрастает приблизительно на 50 %. При
v
ф
= 0,15 м/с в отливках типа
стакана при пуансонном прессовании содержание газа повысилось в 2 раза;
эта скорость может быть применена при литье заготовок со стенками толщиной
до 8 мм. С увеличением толщины стенки скоростные параметры процесса (
v
ф
,
v
п
)
могут быть уменьшены.
Режимы литья могут быть различными, в зависимости от конфигурации
отливки и состава сплава. Так, при литье слитков (
D
= 100 мм;
H
/
D
= 3
)
из
чистого алюминия усадочные раковины устраняются при
Р
н
= 25,0 МПа, если
температура пресс-формы перед заливкой превышает 350 °С (рис. 5.25). При
этом, чем выше температура подогрева пресс-формы, тем меньше объем
усадочной раковины и тем ниже она располагается в слитке [21]. Плотные
слитки при давлении 37,5 МПа получены и в пресс-форме, нагретой свыше
200 °С. Плотность во всем объеме слитков была одинаковой и находилась в
пределах 2700…2710 кг/м
3
; σ
в
= 780…850 МПа; δ = 33…44 %;. НВ – 26…27.
При литье алюминиевых сплавов при таких низких давлениях прессования


