СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
154
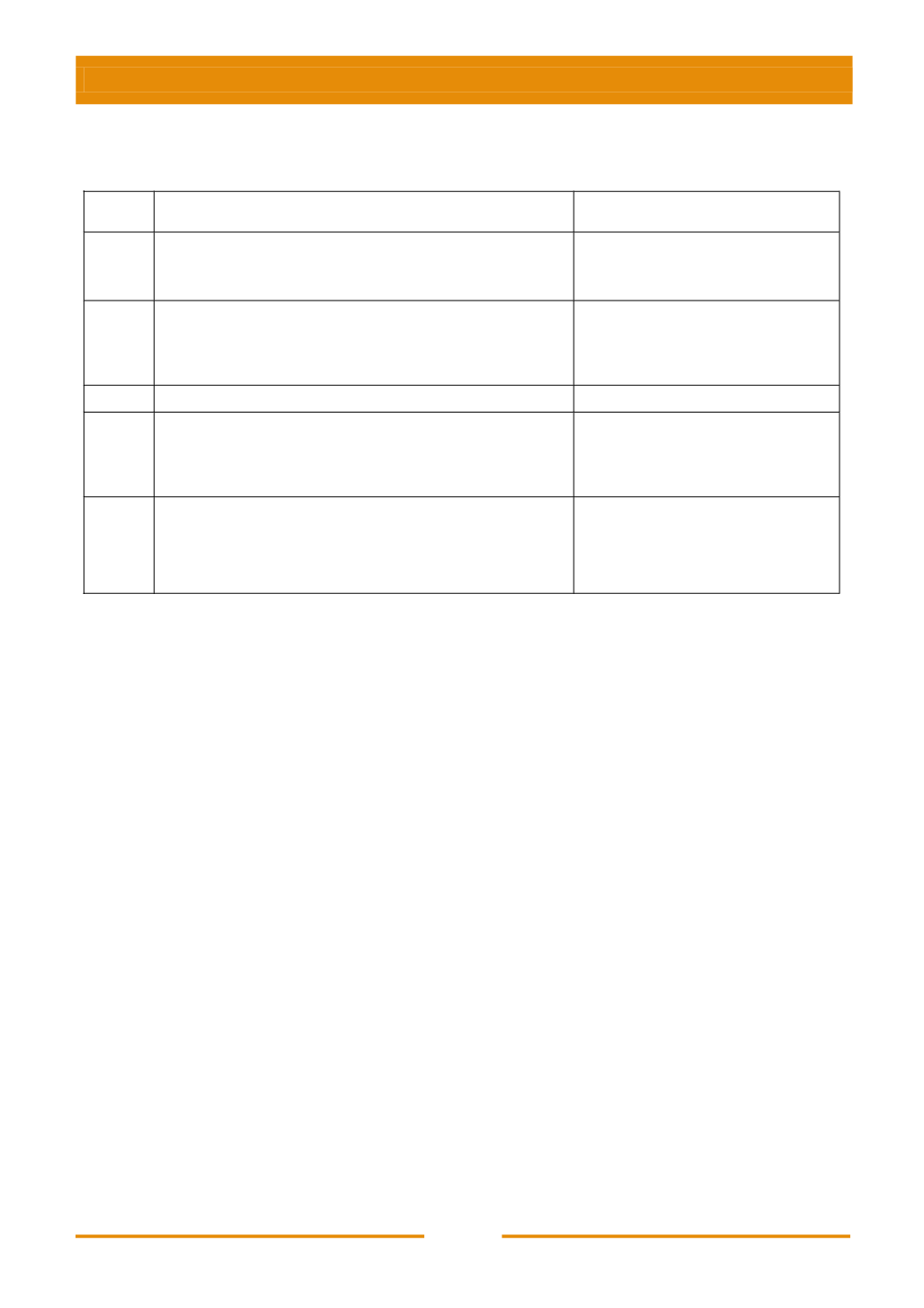
Таблица 5.15
Составы смазок и красок
Номер
п/п
Компоненты
Содержание по массе, %
1
Коллоидный графит
Жидкое стекло
Вода
20
3
77
2
Графит
Окись хрома
Жидкое стекло
Вода
3
15
5
77
3
Воск
100
4
Окись хрома
Уайт-спирит
Силиконовая жидкость
Раствор этилсиликата в этилацетате
17
50
25
8
5
Графит
Сажа
Жидкое стекло
Вода
2
5
1
92
Хорошо зарекомендовало себя покрытие, содержащее (в % по массе):
18…20 талька (или пирофиллита); 3,0…3,5 жидкого стекла; 5,0…6,5 борной
кислоты; 100 воды. При приготовлении краски указанного состава воду
нагревают до 40…50 °С. Краску наносят пульверизатором на поверхность
пресс-формы, нагретую до 180…200 °С.
5.7.4. Режимы литья и прессования
При ЛКД перегрев алюминиевых сплавов необходим только на стадии
подготовки расплава, чтобы провести дегазацию, рафинирование и
модифицирование. Заливать сильно перегретый расплав нежелательно, так как
сплав будет претерпевать большую усадку, что, в свою очередь, может
отразиться на качестве отливок.
Как правило, температуру заливки расплава выбирают такой же, как и при
литье в кокиль. Температурные режимы выпуска расплава из печи и заливки для
некоторых алюминиевых сплавов приведены в табл. 5.16.
Рекомендации по температурным режимам заливки алюминиевых сплавов
(табл. 5.16) являются ориентировочными. В каждом конкретном случае
температуру заливки следует уточнять. При этом необходимо учитывать
определенную связь между температурой заливки и такими параметрами, как
конфигурация и толщина стенки отливки, температура пресс-формы, материал
теплоизоляционного покрытия.


