СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
150
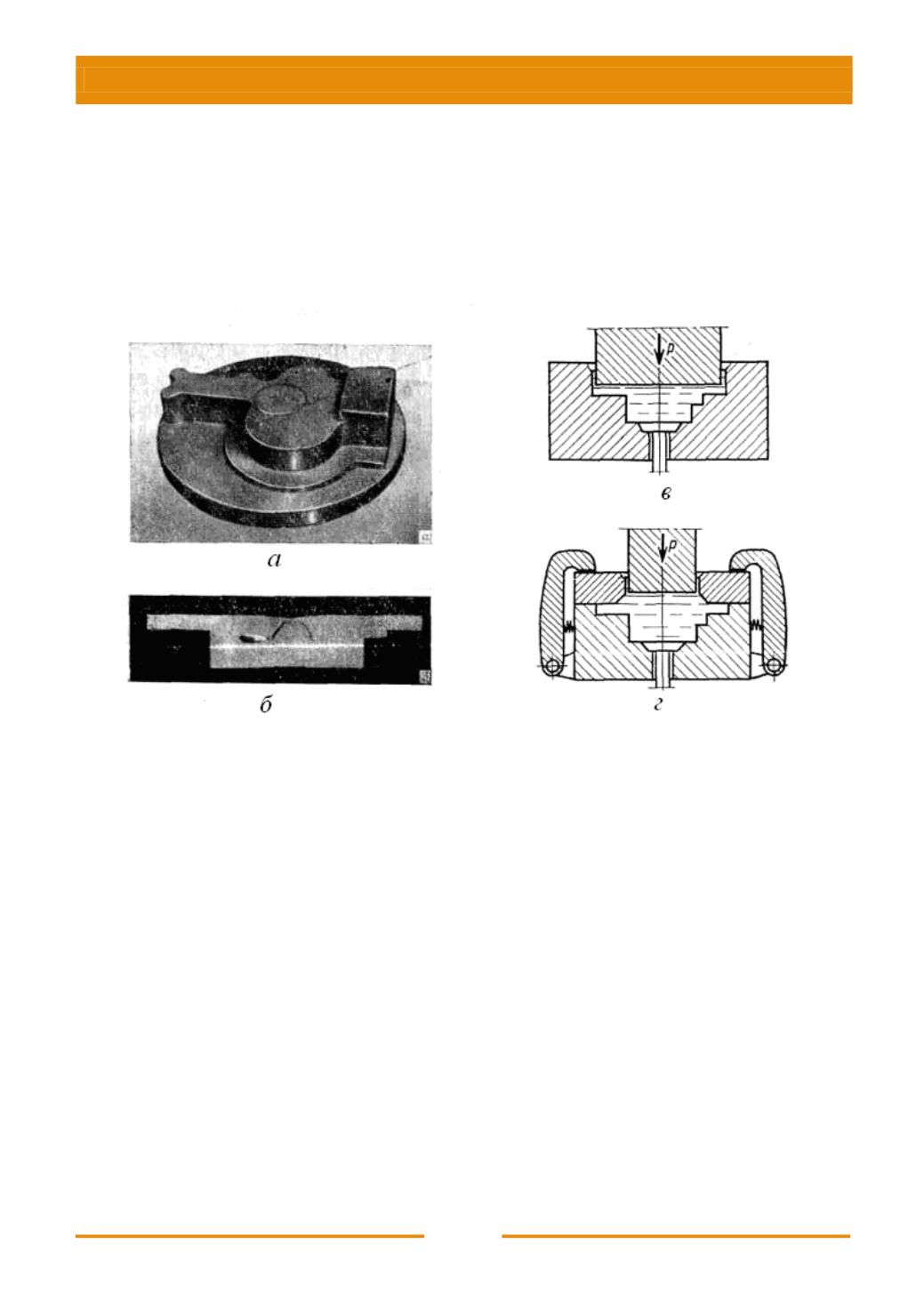
площадь проекции отливки, а в наиболее массивную часть. Для этого
потребуется применение сложных пресс-форм – с разъемной матрицей.
На рис. 5.24,
а
представлена заготовка детали «кронштейн». Она имеет в
верхней части фланец толщиной 6 мм и массивную центральную часть – прилив.
Опробовано изготовление этой отливки по двум вариантам: по первому –
давление прикладывалось на всю поверхность фланца (рис. 5.24,
в
), по второму –
только на центральную массивную часть отливки (рис. 5.24,
г
).
Рис. 5.24. Отливка (
а
), ее макроструктура (
б
) и схемы изготовления (
в
,
г
)
Отливка, изготовленная по первому варианту, имела усадочные и газовые
дефекты в массивной части, а также утяжину на верхней поверхности,
соприкасающейся с прессующим пуансоном (рис. 5.24,
6
). В этом случае
продвижению пуансона при уплотнении массивного прилива препятствовал
затвердевший фланец. Для устранения указанных дефектов при использовании
рассмотренной схемы литья необходимо увеличивать давление, чтобы
подвергнуть пластической деформации фланец и уплотнить при этом массивную
часть отливки. Это нерационально, так как приводит к тяжелым условиям
работы пресс-формы и преждевременному выходу ее из строя.
При втором варианте (рис. 5.24,
г
) отливка получена плотной по всему
сечению, толщина фланца и точность его размеров заложены при
конструировании пресс-формы, а погрешность в дозировании отражается только
на высоте центральной части фланца (под пуансоном). При этом варианте
требуется значительно меньшее давление прессования для достижения
необходимой плотности отливок.
При изготовлении заготовок из алюминиевых сплавов ЛКД скорости
движения металла при формообразовании отливки намного ниже, чем при литье


