СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
156
получить плотные отливки не удается. Для исследования влияния давления
прессования (
Р
н
= 50,0
…
250,0 МПа) на качество отливок при поршневом и
пуансонном прессовании температурные режимы литья поддерживались
практически постоянными (табл. 5.17).
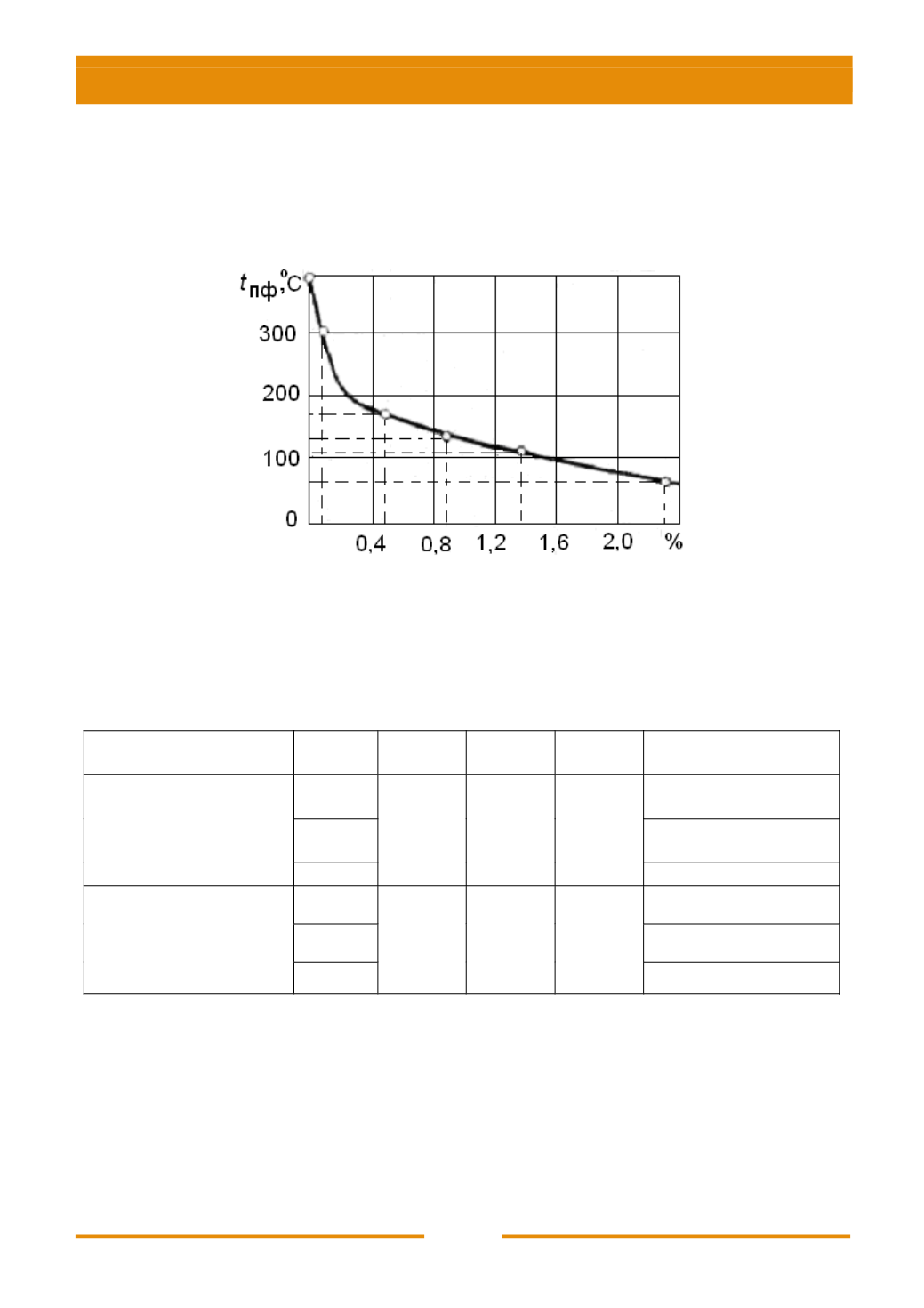
Рис. 5.25. Размеры усадочной раковины в алюминиевых слитках
при изменении начальной температуры пресс-формы
Таблица 5.17
Качество отливок при различном давлении прессования
Отливки и схемы
прессования
Р
н
, МПа
t
пф
,
С
t
з
,
С
v
п
, м/с
Качество отливки
Стакан (
D
=105 мм;
Н
=95 мм;
толщина
боковых стенок 11 мм и
дна 20 мм). Пуансонное
прессование
50,0
190…220
680…700
0,10
Осевая пористость в
стенках, дно плотное
100,0
В стенках отдельные
микропоры
160,0
Плотная
Пластина
(110
100
12 мм).
Поршневое прессование
50,0
180…220
640…660
0,08
Отдельные микропоры
100,0
Плотная
200,0
Плотная
Анализ качества отливок показал, что для устранения видимых на
макроструктуре усадочных дефектов в отливках с глубокой полостью и
разностенностью необходимо
Р
н
> 150,0 МПа. В пластинах, изготовленных
при поршневом прессовании, видимых газоусадочных пор не обнаружено при
давлении 50,0 МПа, но выявлена неравномерность плотности и механических
свойств по сечению.


