СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
81
%100
ш
ш л
h
h h
(4.3)
где:
h
л
– высота литой заготовки;
h
ш
– высота штамповки.
Нагрев заготовок под штамповку производили в электрической печи
сопротивления модели ПН-15 со скоростью нагрева 1,5 град. мм/мин до
температуры 430
С. Допустимая температура нагрева заготовок под штамповку
составляла 500
С.
Штамповку заготовки проводили на паровоздушном штамповочном
молоте М-213.
Полученные штампованные заготовки подвергали термической обработке
по следующему режиму:
закалка
температура нагрева,
С
530;
продолжительность нагрева, мин
180
искусственное старение:
температура нагрева,
С
185…195;
продолжительность нагрева, ч
16.
Качество заготовок, изготовленных комбинированным процессом литье–
штамповка, оценивали по результатам химического анализа, макро- и
микроструктурных анализов шлифов и испытаний на механические свойства
образцов, вырезанных из штамповки.
Контроль структуры макрошлифов показал отсутствие расслоений,
трещин, пористости и неметаллических включений.
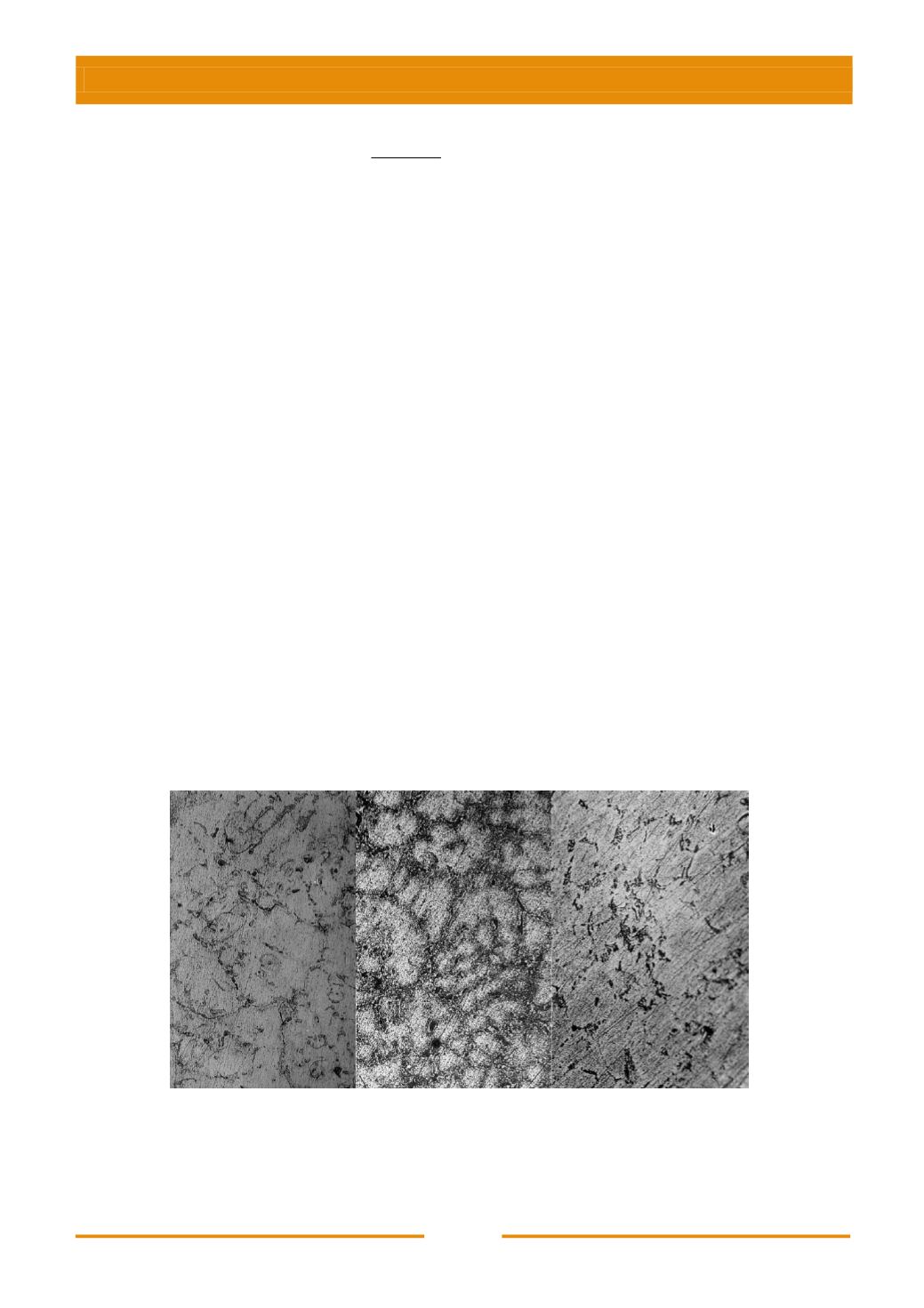
Деформация литых заготовок способствует измельчению дендритов, более
равномерному распределению примесей по объему металла и ликвидации
пористости (рис. 4.3.).
а б в
Рис. 4.3. Микроструктура образцов из алюминиевого сплава марки АК4-1
(шлифы протравлены 4 % раствором HCl,
300):
а
– литье без термообработки;
б
– литье-штамповка без термообработки;
в
– литье-штамповка с термообработкой


