СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
85
В числителе указаны пределы изменения механических свойств, в
знаменателе – средние значения.
Как видно, штамповка литых заготовок способствует повышению
механических свойств, при этом временное сопротивление разрыву изменяется с
205 до 255 МПа, а относительное удлинение – с 4 до 5 %. Это можно объяснить
наклепом и дробленим блоков мозаической структуры при пластической
деформации.
Гомогенизационный отжиг литых заготовок практически не изменяет
механические
свойства
сплава
(
в
= 200 МПа;
= 5,5 %).
Однако
дополнительная штамповка резко повышает механические свойства сплава
(
в
= 400 МПа;
= 7 %) в результате дисперсирования интерметаллидных фаз и
дробления блоков мозаической структуры.
Максимальные механические свойства сплава АК4-1 (
в
= 430 МПа;
= 9 %) наблюдаются в случае дополнительной закалки с последующим
искусственным старением вследствие образования зоны Тинье-Пресстоне на
базе упрочняющих фаз
Q
и
S
.
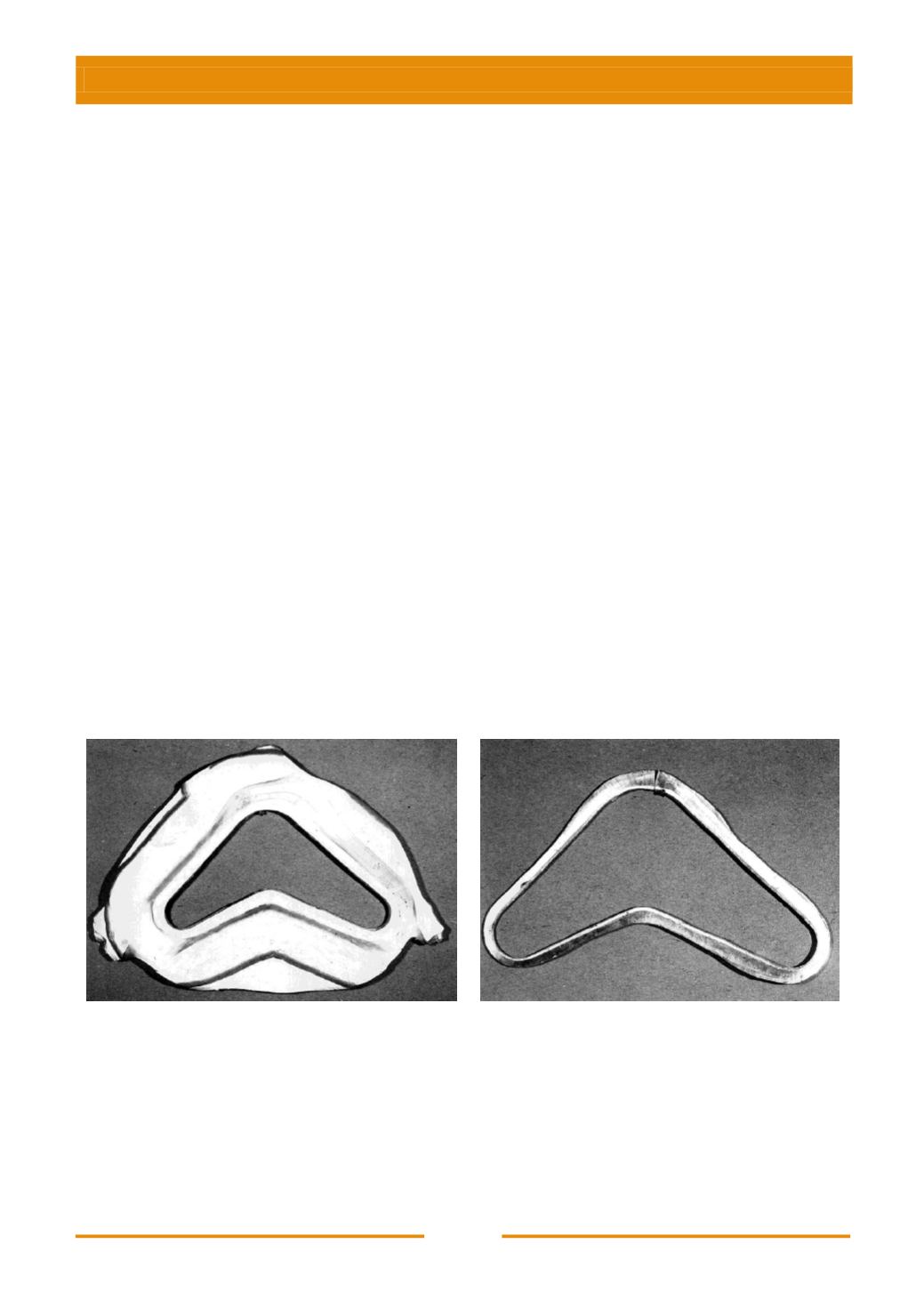
На рис. 4.7 показан облой штамповки, полученный из прессованной (
а
) и
из литой (
б
) заготовок. Ширина облоя штамповки, полученного из литой
заготовки, уменьшается в 8…10 раз, а толщина в 4...6 раз. Следовательно, при
технологическом процессе получения заготовки по схеме литье-штамповка
появляется дополнительный резерв уменьшения расхода металла.
а
б
Рис. 4.7. Штамповка с облоем:
а
– прессованная заготовка;
б
–из литая заготовка


