СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
84
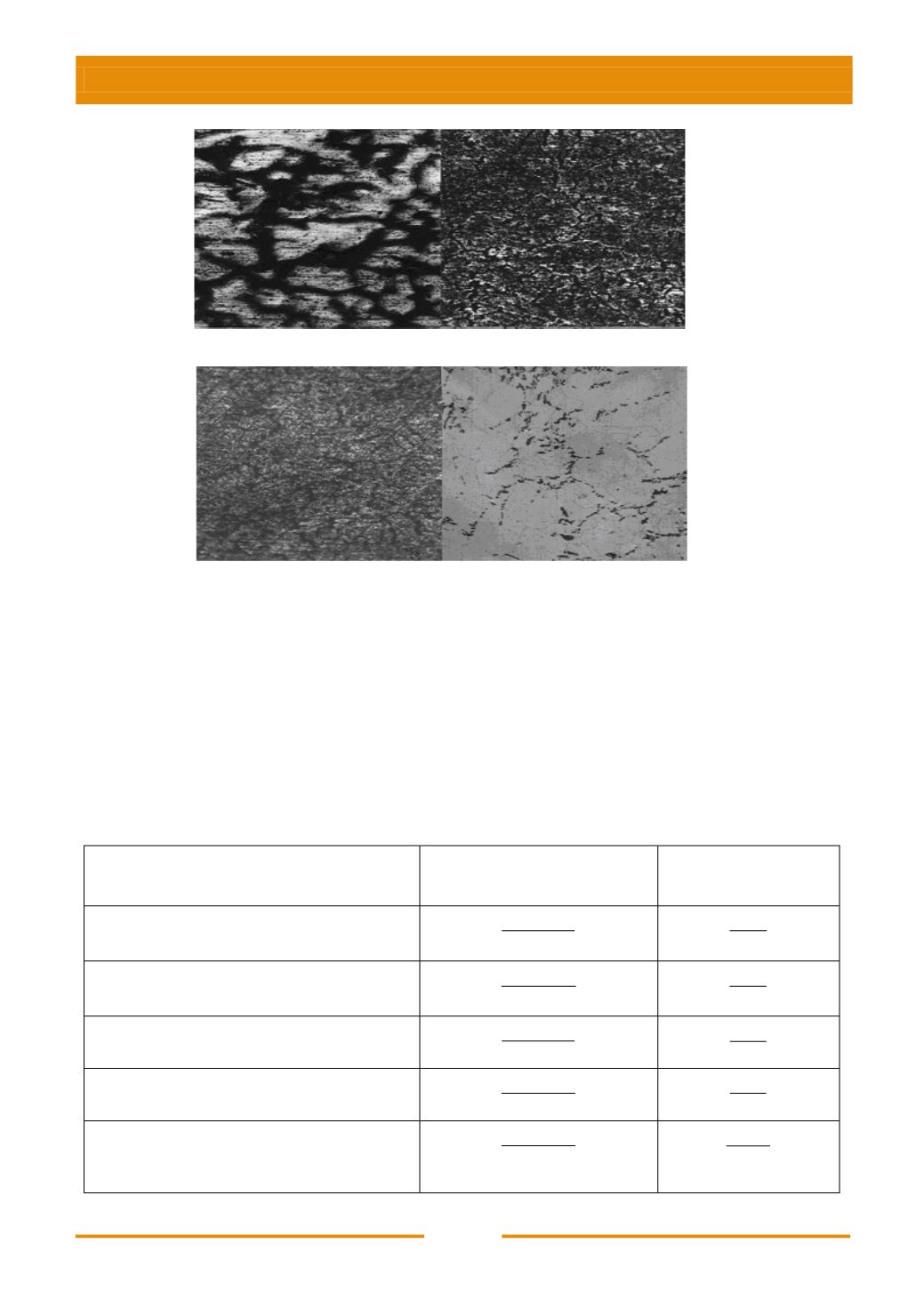
а б
в г
Рис. 4.6. Микроструктура образцов (шлифы протравлены 4% раствором HCl,
350:
а
– литье без термообработки;
б
– литье + гомогенизационный отжиг;
в
– литье + гомогенизационный отжиг + штамповка;
г
– литье + гомогенизационный отжиг + штамповка + закалка и искусственное старение
В табл. 4.3 приведены механические свойства круглых гагаринских
образцов, вырезанных из заготовок в соответствии ГОСТ 1497–84, в
зависимости от состояния образца.
Таблица 4.3
Зависимость механических свойств от режимов термообработки
Состояние образца
Временное сопротивление
разрыву,
в
, МПа
Относительное
удлинение,
, %
Литье
205
220
190
4
44
Литье + штамповка
255
280
230
5
64
Литье + гомогенизационный отжиг
200
210
190
5,5
65
Литье + гомогенизационный отжиг +
штамповка
400
410
390
7
86
Литье + гомогенизационный отжиг +
штамповка + закалка и искусственное
старение
430
435
425
9
8 10


