СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
83
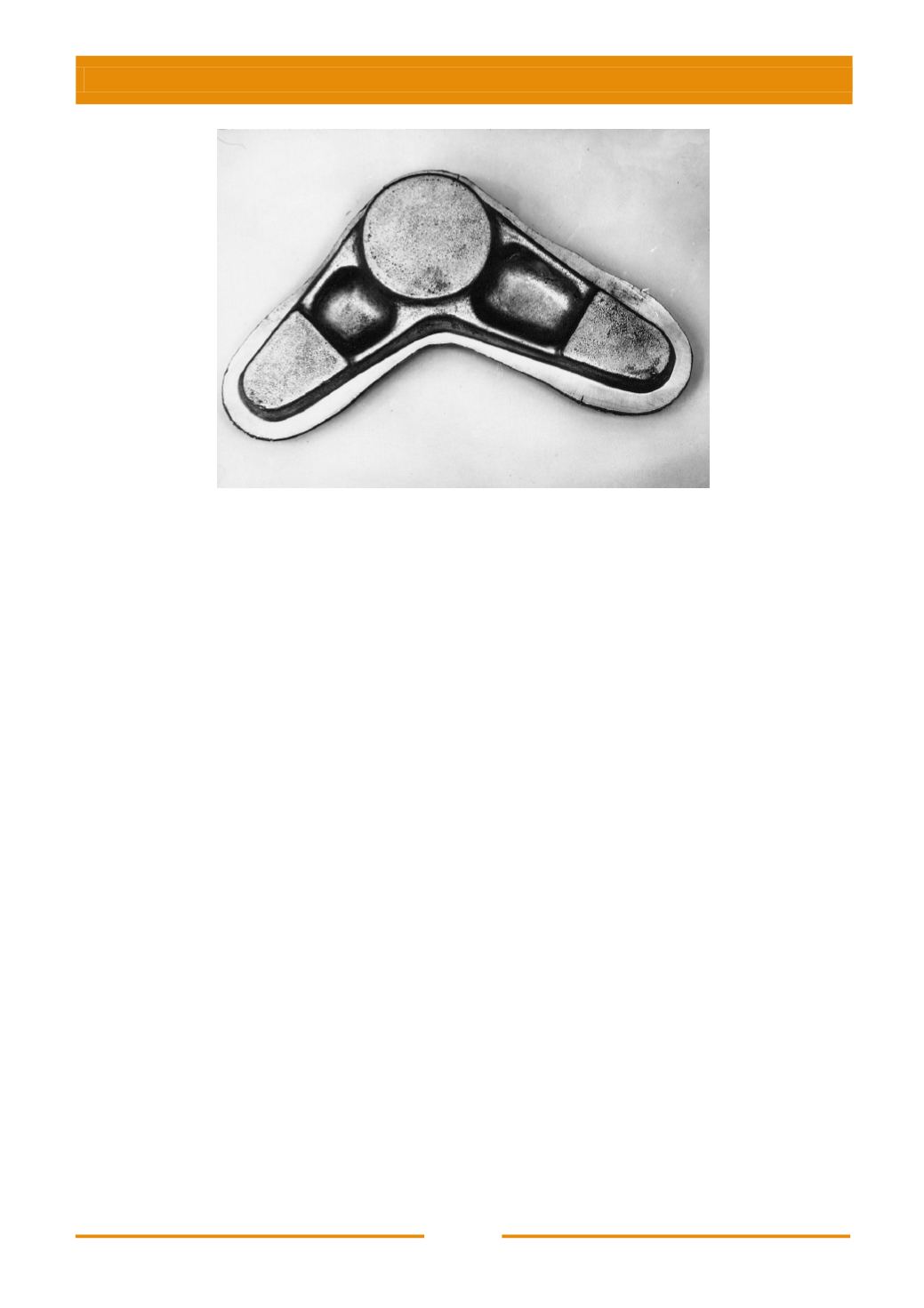
Рис. 4.5. Штамповка с облоем, изготовленная из литой заготовки
Средние значения временному сопротивлению разрыву
в
у штамповок,
полученных из прессованных и литых заготовок, примерно одинаковы и
составляют 400 МПа. Относительное удлинение
= 7,5 % для литейно-
штампованной заготовки оказалось несколько выше по сравнению со штамповкой
из прессованной заготовки (
= 6,0 %). Это обстоятельство можно объяснить тем,
что литая заготовка характеризуется меньшим газосодержанием, чем прессованная.
Химический состав литых и штампованных из них заготовок «качалок»
соответствует марке АК4-1 (мас. %: 1,9...2,5 Cu; 1,4…1,8 Mg; 1,0…1,5 Ni;
1,0…1,5 Fe; 0,02…0,1 Ti).
В макроструктуре образцов литейных дефектов нет. Изменение
макроструктуры сплава в зависимости от вида термообработки приведено на
рис. 4.6. Применяли следующие виды термообработки: гомогенизационный
отжиг при температуре 470…490
С в течение 12 часов для устранения
дендритной ликвации и растворения интерметаллидных фаз [Q(CuAl
2
) и
S(Al
2
CuMg)] вследствие полной фазовой перекристаллизации структурных
составляющих сплава АК4-1. В результате гомогенизационного отжига
структура
сплава
резко
измельчается
(рис. 4.6,
б
).
Деформация
гомогенизированного сплава способствует дальнейшему измельчению
микроструктуры (рис. 4.6,
в
). В результате термической обработки (закалки с
последующим искусственным старением) кристаллизуются упрочняющие фазы
Q
и
S
, которые повышают прочностные характеристики сплава (рис. 4.6,
г
).


