СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
82
В табл. 4.2 приведены механические свойства стандартных литейных
образцов и образцов, вырезанных из штампованной литой заготовки.
Таблица 4.2
Сравнительные данные механических свойств
Газосодержание,
см
3
/100 г
Механические свойства литых
образцов
Механические свойства образцов,
вырезанных из штампованной
литой заготовки
Временное
сопротивлени
е разрыву
в
,
МПа
Относительное
удлинение
, %
Временное
сопротивление
разрыву
в
,
МПа
Относительное
удлинение,
, %
0,110
220
5,0
410
12,0
0,135
215
4,0
385
7,0
0,145
215
5,0
410
8,0
0,160
200
3,0
385
4,5
0,120
185
3,0
405
5,0
0,150
195
4,0
380
8,0
Средние
значения
205
4,0
400
7,5
Как видно из табл. 4.2 штамповка литой заготовки значительно повышает
ее механические свойства. Временное сопротивление разрыву
в
увеличивается
в среднем с 205 до 400 МПа. Относительное удлинение
– с 4,0 до 7,5 %.
Улучшение механических свойств штампованных изделий по сравнению с
литыми заготовками можно объяснить явлением наклепа и дроблением блоков
мозаической структуры в процессе деформации.
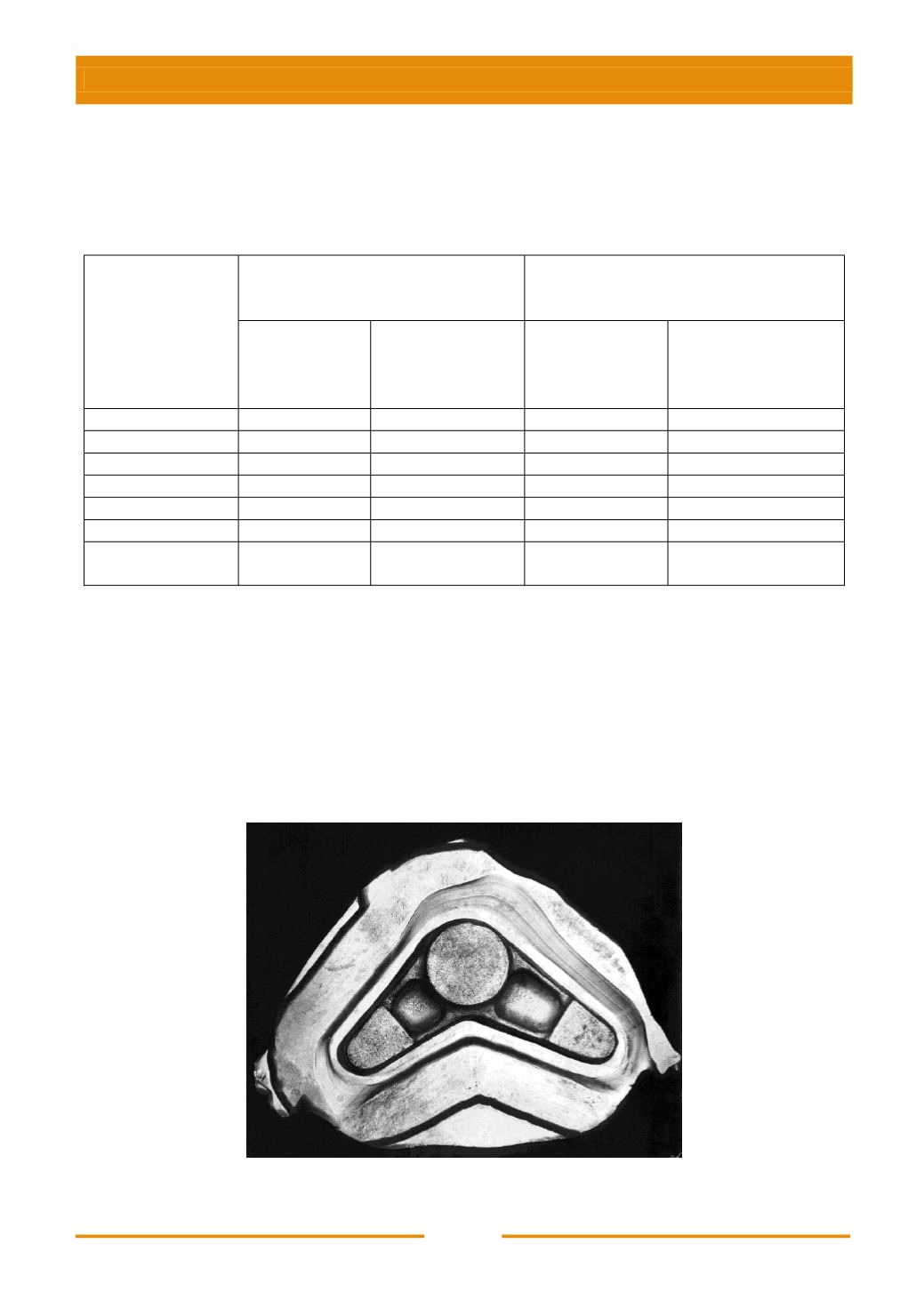
На рис. 4.4 показана штамповка, изготовленная из прессованной
заготовки, на рис. 4.5 – из литой заготовки.
Рис. 4.4. Штамповка с облоем, изготовленная из прессованной заготовки


