СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
257
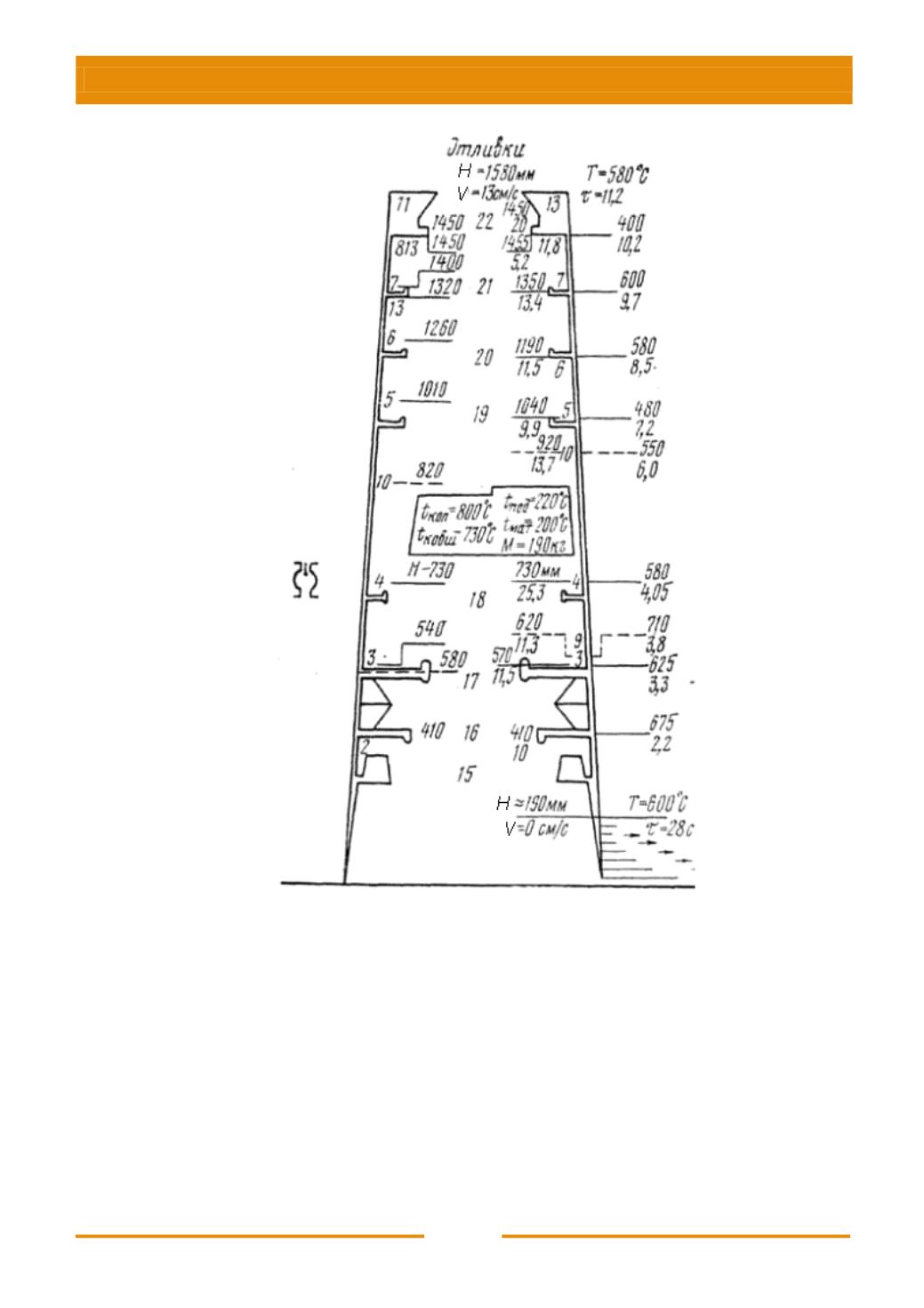
Рис. 8.13. Результаты осциллографирования корпуса по тепловым
и скоростным параметрам
Для литья корпуса исследованием были установлены следующие
параметры литья: температура поддона не ниже 300 °С; температура матриц
200 °С; толщина краски на матрице 0,20…0,15 мм, на поддоне 0,50 мм;
температура начала перелива 720 °С; температура начала выжимания
600…620 °С; масса расплава 190 кг; время переливания более 20 с; время
извлечения воронки не более 5 с; время выжимания не более 10 с.


