СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
262
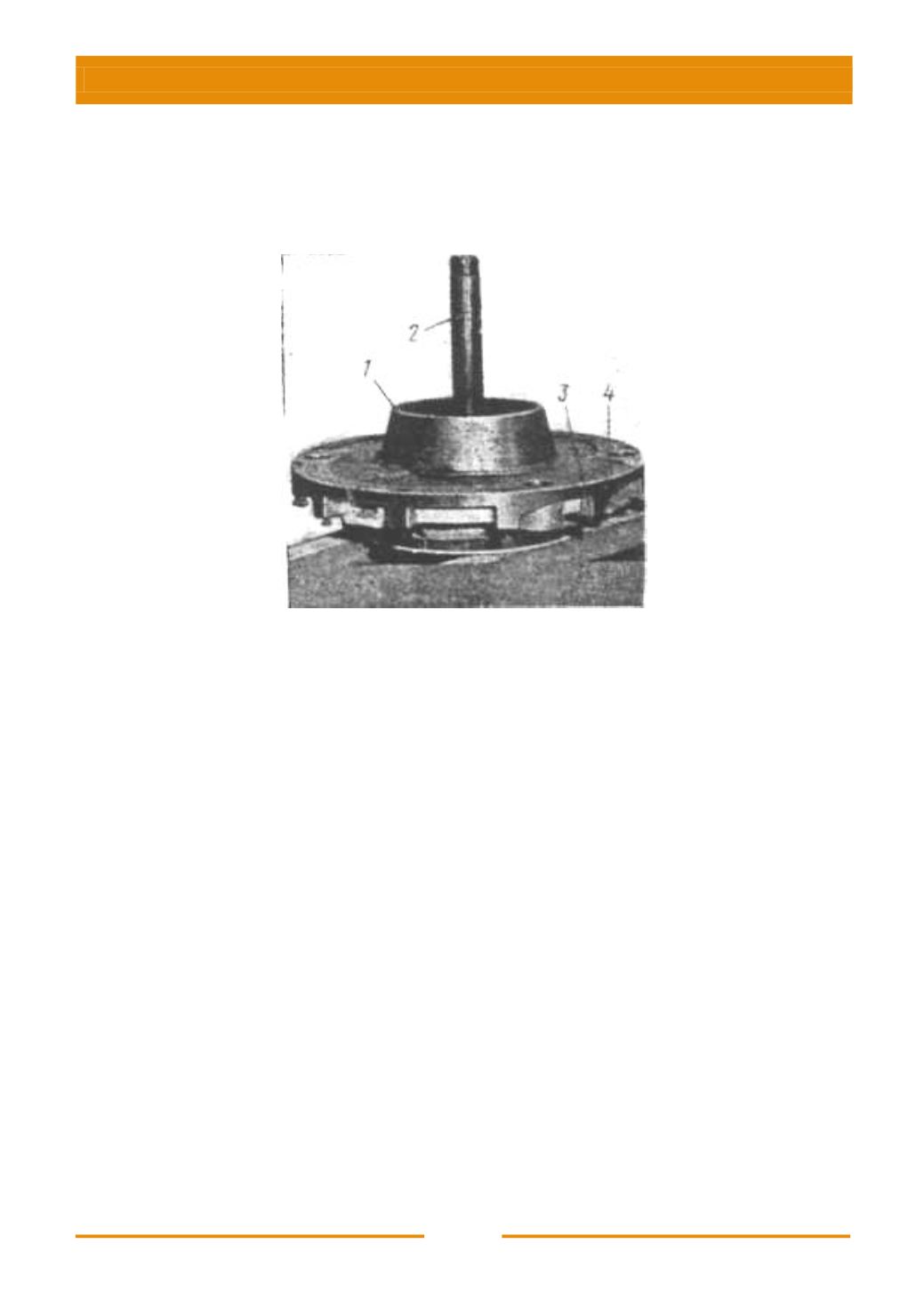
плитой – поддоном
4.
В поддоне, в зоне непосредственного контакта с жидким
металлом, выполнено углубление, позволяющее разместить в нем
высаживающийся при охлаждении расплава слой кристаллов, и тем самым
улучшить условия для передвижения полуформ гидроприводом машины.
Рис. 8.16. Основание металлической формы:
1
– плита;
2
– штырь;
3
– винтовой домкрат;
4
– поддон
Откидные уплотнительные щеки представляют собой оребренные плиты
прямоугольной формы, навешиваемые на кронштейны одной из полуформ. В
каждой щеке имеется отверстие для установки заливочных чаш. Отверстие на
поверхности плиты размещают так, чтобы в момент подхода жидкого металла
оно было перекрыто перемещающейся полуформой.
Элементы металлической формы изготовляли из серого чугуна СЧ 18,
обеспечивающего при нагреве необходимую конструкционную прочность и
обладающего большой эрозионной стойкостью к жидкому алюминиевому сплаву,
достаточной теплопроводностью и малым коэффициентом линейного расширения.
Практика показала, что срок службы элементов из этого чугуна достаточно
большой.
Герметичность рабочей полости металлической формы достигается
плотным прилеганием составных элементов с зазорами, не превышающими
0,15 мм. По границе зоны прилегания поверхностей подвижных узлов
выполнены канавки глубиной до 2 мм и шириной до 5 мм, служащие
своеобразным
лабиринтным
уплотнением
после
заполнения
их
кристаллизующимся металлом.
Для
изготовления
стержневого
блока
применяется
комплекс
технологической оснастки, описанный ранее.


