СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
267
изменяется длительность (и соответственно скорости) процесса выжимания.
Угол раскрытия створ 30
. В крайних положениях подвижной створы
электродвигатель отключается по сигналам конечных выключателей. Внешний
вид машины приведен на рис. 8.20.
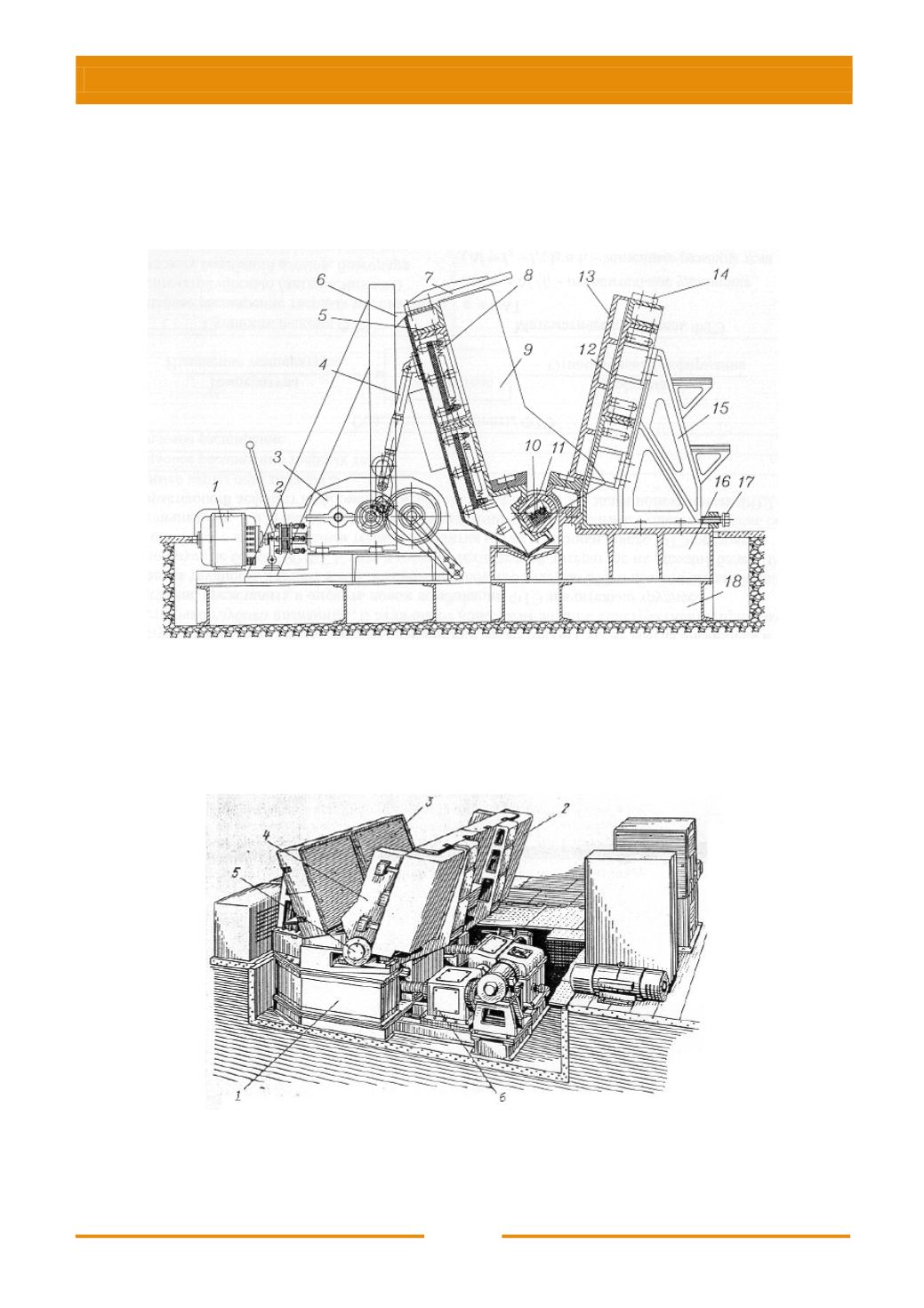
Рис. 8.19. Машина литья выжиманием с угловым перемещением полуформы ВЛ-1:
1
– электродвигатель;
2
– муфта сцепления;
3
– редуктор;
4
– рычажный механизм;
5
– подвижная створа;
6
,
7
,
14
– упоры;
8
,
10
– электродвигатели;
9
– боковая щека;
11
– вал створы;
12
– неподвижная створа;
13
– промежуточная плита;
15
– кронштейн;
16
– основная плита;
17
– упорный винт;
18
– станина
Рис. 8.20. Машина для литья выжиманием с угловым перемещением полуформ:
1
– рама;
2
,
3
– соответственно подвижная и неподвижная створы (плиты);
4
– боковые щеки;
5
– вал металлоприемника;
6
– привод поворота подвижной створы


