СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
260
основных узлов, высокая технологичность, простота обслуживания, высокая
надежность в эксплуатации и ремонтоспособность.
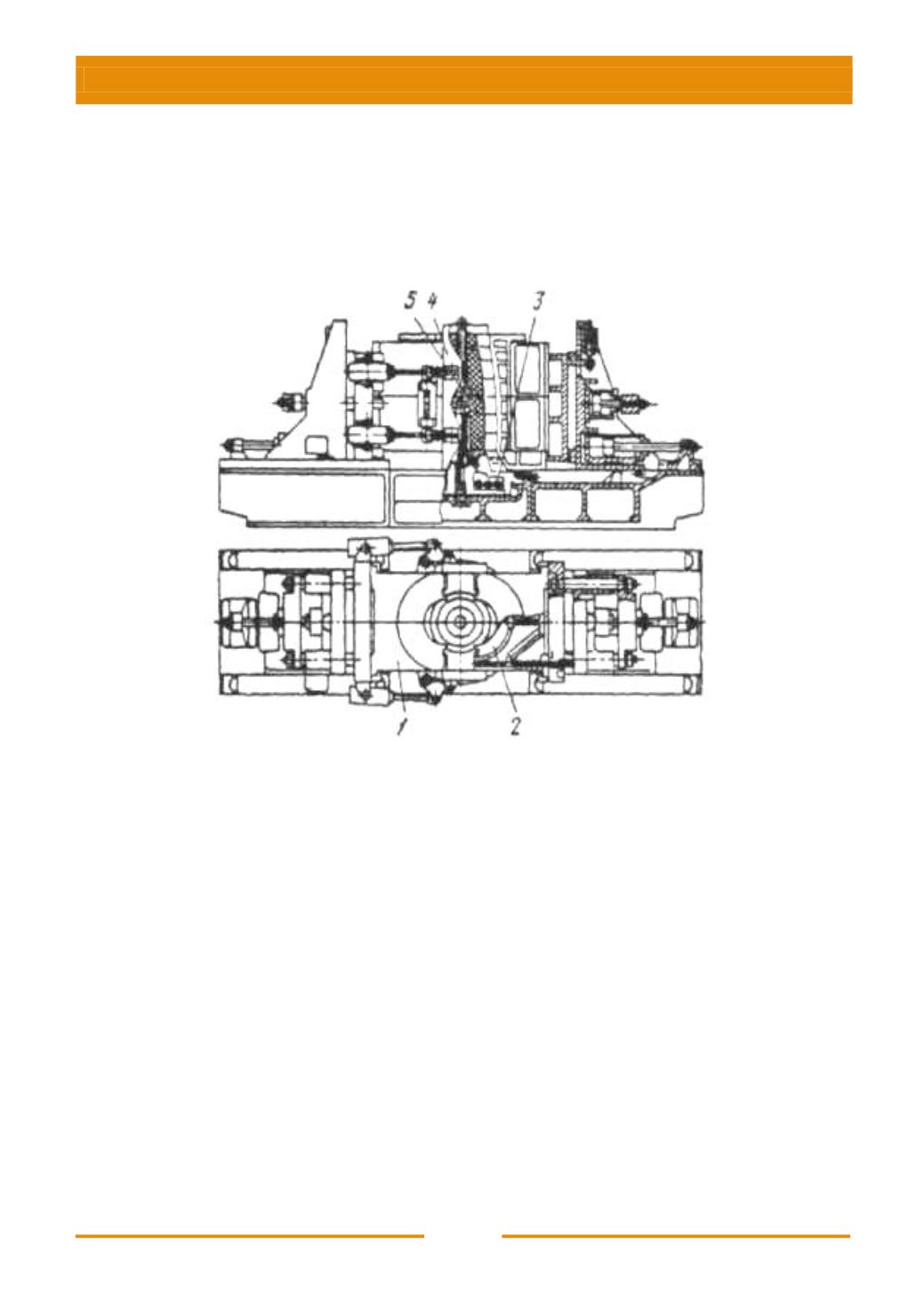
Для получения заготовок корпусов литейную форму (рис. 8.14)
устанавливают на литейно-выжимную машину ВК-8 (ЛПС-1м), которая
перемещает подвижные элементы формы в процессе формирования отливки.
Литейная форма состоит из металлической формы и стержневого блока.
Рис. 8.14. Форма в сборе для литья выжиманием заготовок корпусов:
1
– полуформа левая;
2
– полуформа правая;
3
– основание формы;
4
– уплотнительная щека;
5
– центральный стержневой блок в сборе
Металлическая форма имеет вертикальную плоскость разъема и состоит из
левой
1
,
правой
2
полуформ и основания
3
.
Рабочий зазор по плоскости разъема
полуформ с внешней стороны перекрывается двумя уплотнительными щеками
4
.
Стержневой блок
5
оформляет внутреннюю поверхность отливки. Основание
формы устанавливается в полость центральной части станины машины, где
закрепляется специальными клиновыми зажимами; полуформы крепятся
накидными планками и станочными болтами на подвижных траверсах машины с
ориентацией на них в осевой плоскости по шпоночному соединению.
Каждая полуформа (рис. 8.15) состоит из обоймы
1
и быстросъемного
пакета рабочих вставок
2.
Обойма представляет собой узел, собранный из
деталей коробчатой формы: нижней – металлоприемника и верхней – секции с
цилиндрической расточкой для установки пакета вставок. В секции
смонтированы узлы выталкивания отливки
3
,
которые фиксируют ее при отводе
полуформ. В центральной зоне обоймы имеются электронагреватели
сопротивления и термопары, включаемые в электросхему машины. Термопары


