СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
247
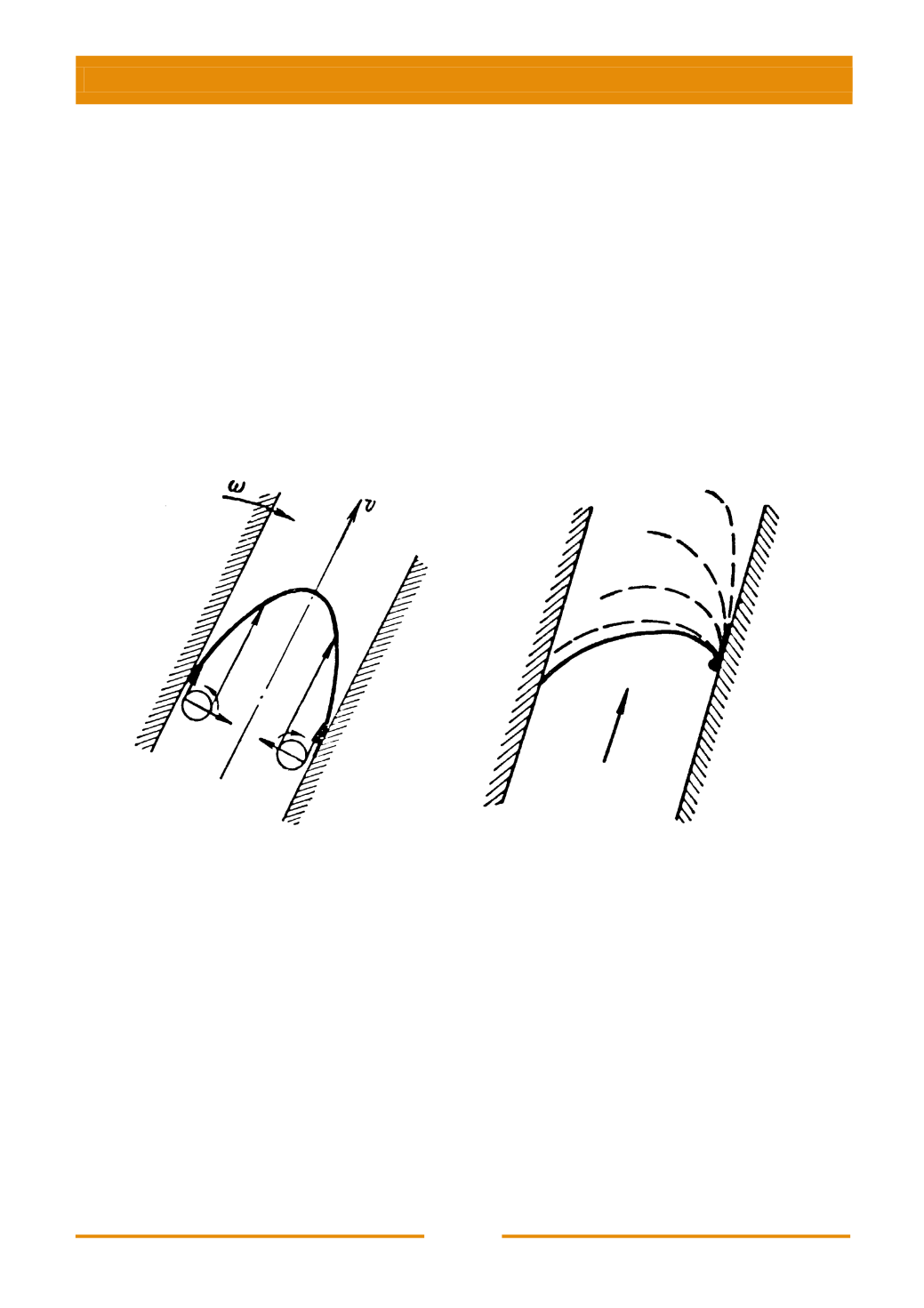
скоростей и, следовательно, выжимаются вместе с избытком жидкого металла
в конце процесса литья (рис. 8.8).
Практика литья тонкостенных крупногабаритных деталей способом
выжимания показывает полное отсутствие в теле отливок газовых пор.
При литье выжиманием можно управлять процессом формирования
поверхности отливки. На зеркале жидкого металла при течении его в установке
между матрицами образуется пленка окислов, которая, разрываясь в центре
потока, попадает на поверхность форм. На поверхности отливки в результате
появляются дефекты в виде заворотов. Если одна из матриц будет холоднее
другой, пленка окислов окажется прочнее у холодной поверхности, и поток
жидкого металла разорвет пленку у горячей стенки. В этом случае пленка
попадает только на одну поверхность отливки, другая будет совершенно чистой
(рис. 8.9).
Рис. 8.8. Схема движения пузырьков газа
в потоке
Рис. 8.9. Схема прилипания окисной
пленки к холодной стенке
Способ литья выжиманием позволяет заполнять форму почти
неограниченных размеров и получать тонкостенные отливки с плотным
строением и чистой поверхностью. Указанные особенности этого способа
открывают широкие перспективы его развития.
8.3. Основные технологические параметры
Основными технологическими параметрами литья выжиманием являются:
скорость перемещения подвижной полуформы;
температура металла в начале выжимания;
температура полуформы;
состав и толщина слоя теплозащитного покрытия на рабочей поверхности
пресс-формы;


