СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
157
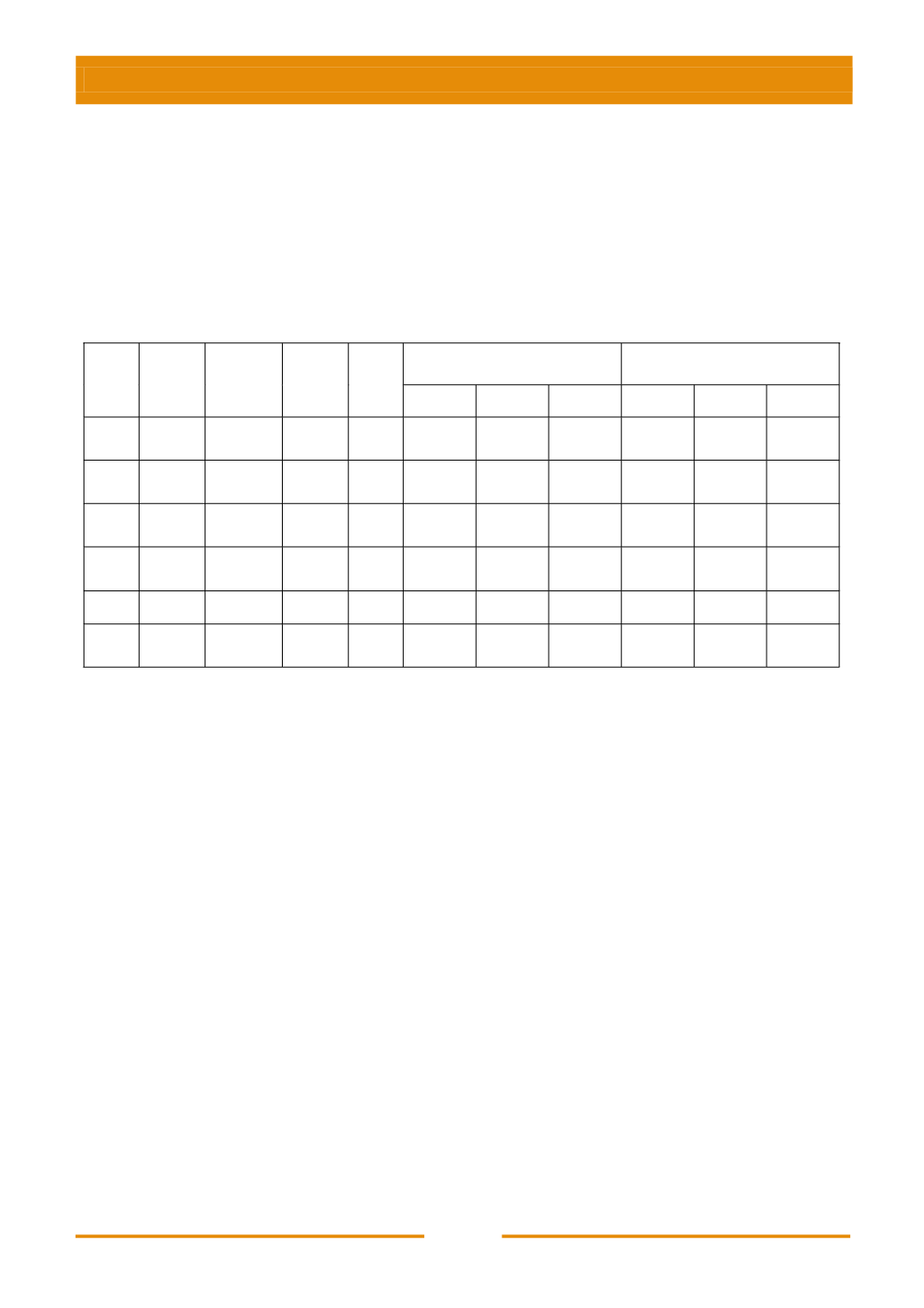
Изучение распределения свойств по сечению отливки (от периферии к
центру) подтвердило их неравномерность (табл. 5.18), которая тем больше, чем
меньше давление прессования, ниже начальная температура пресс-формы и
больше выдержка расплава в матрице до приложения давления. Полученные
данные позволяют более правильно выбирать технологические режимы литья.
Таблица 5.18
Распределение механических свойств сплава АЛ23-1 по сечению отливки
t
з
,
С
t
пф
,
С
Р
н
, МПа τ
д
, с τ
п
,
с
σ
в
, МПа
δ, %
I
II
III
I
II
III
700 180
60,0
10
14 7 314,7
312,1
308,6
301,1
284,0
269,1
305,0
316,6
236,6
223,3
185,0
168,5
620 220
60,0
10 5
14 7 313,3
309,3
296,8
310,8
264,4
290,5
356,6
290,0
160,0
235,0
95,0
183,3
620 180
60,0
5 10
14 7 307,9
286,9
251,3
311,8
284,8
266,0
258,4
206,6
93,3
291,6
136,6
123,3
700 220
180,0
10 5
14 7 317,2
315,8
320,6
320,3
322,9
324,2
350,0
290,0
288,6
300,0
310,0
323,3
620 220
180,0
10
7
303,0
303,4
334,5
255,0
308,3
255,0
700 180
180,0
5 10
14 7 319,5
306,7
322,4
324,4
319,1
319,9
318,5
318,4
318,3
327,3
325,8
291,6
Примечание
. I, II и III – соответственно периферийная, промежуточная и центральная зоны.
Выбор оптимальных режимов литья и прессования конкретных отливок из
различных алюминиевых сплавов следует уточнять при отладке
технологического процесса в производственных условиях.
5.8. Дефекты отливок и их предупреждение
В заготовках, изготовленных ЛКД, возможны следующие дефекты:
усадочные раковины, пористость, трещины, недоливы, спай, газовые дефекты.
Причины возникновения усадочных раковин и пор, спаев и газовых
дефектов в отливках были рассмотрены выше, указаны и пути их
предупреждения. Среди них – повышение давления прессования, выбор
рациональной схемы приложения давления, применение оптимальных
режимов литья и др.
Трещины чаще всего возникают в отливках сложной конфигурации,
имеющих стенки различной толщины и изготавливаемых в пресс-формах с
несколькими плоскостями разъема. На рис. 5,26,
а
показана одна из таких
отливок, а на рис. 5,26,
б –
пресс-форма для ее изготовления. Отливка имеет у
нижнего торца фланец толщиной 5 мм, формообразование и затвердевание
которого происходит практически до приложения давления. Поэтому


