СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
161
увеличивается предел растворяемости газов, в связи с чем большая их
часть переходит в раствор, а следовательно, резко уменьшается
вероятность образования газовых дефектов;
резко повышается скорость кристаллизации и уменьшается степень
ликвации;
измельчается структура сплава, причем развитая столбчатая структура
превращается в мелкую равноосную;
размер неметаллических включений уменьшается, а их форма
приближается к глобулярной, т.е. к наименее опасной;
отмеченные особенности и высокое давление позволяют получить
плотные отливки без усадочных дефектов.
Суммарное действие перечисленных факторов проявляется в радикальном
повышении механических свойств сплавов, сформированных под избыточным
давлением.
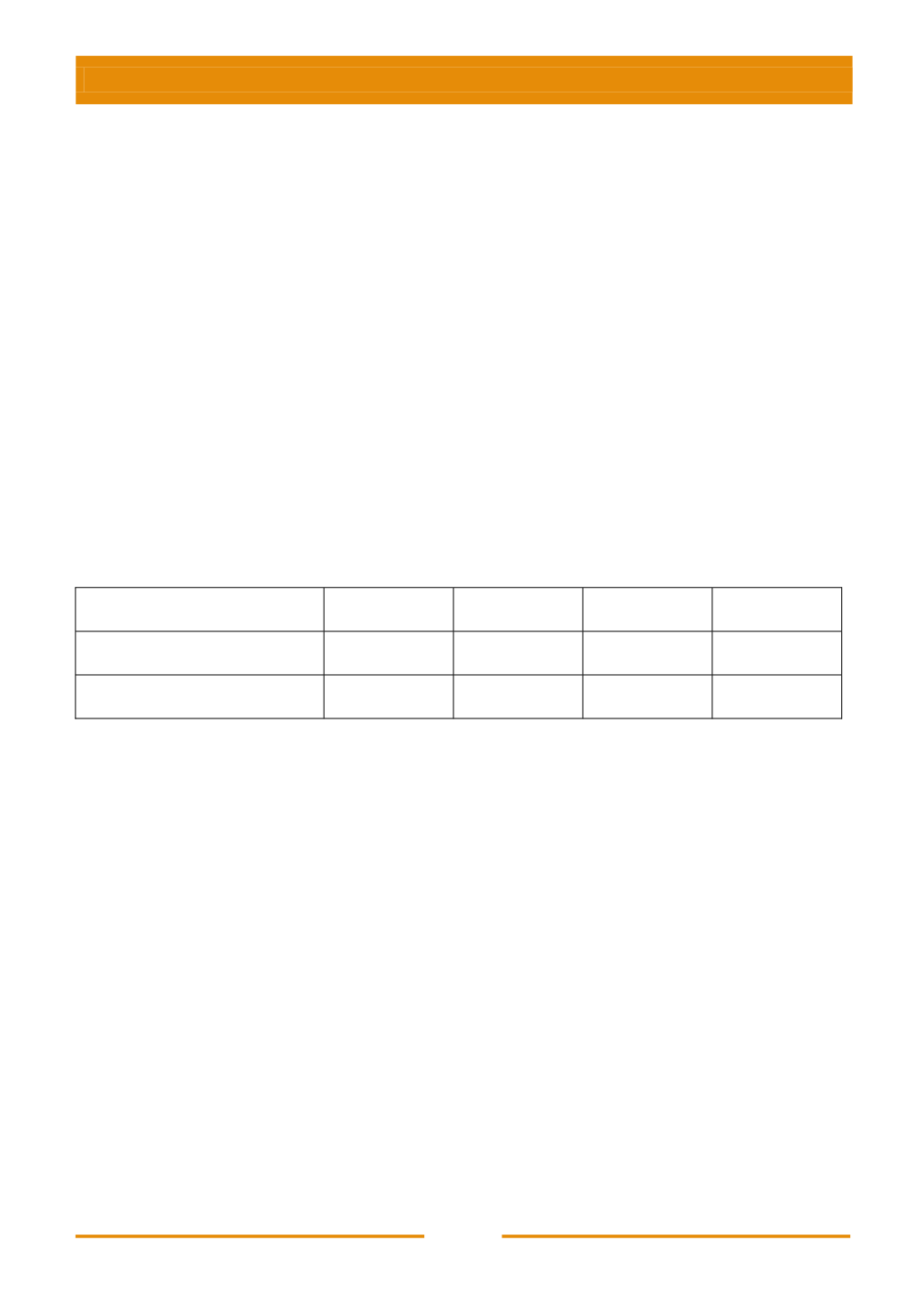
Типичные механические свойства алюминиевых сплавов при ЛКД
приведены в табл. 5.19.
Таблица 5.19
Механические свойства алюминиевых сплавов
Марка сплава
АК7ч
(АЛ9)
АМ5
(АЛ19)
АК8М3ч
(ВАЛ8)
АМ4,5Кд
(ВАЛ10)
Временное сопротивление
разрыву, МПа
255…275
375…455
380…450
400…460
Относительное удлинение,
%
3,0…4,5
6,5…12,0
5,0…7,0
8,0…12,0
Примечание
. Режим термообработки Т5; образцы вырезаны из заготовки.
Отметим, что ЛКД имеет ряд преимуществ перед кокильным литьем:
отсутствие расхода металла на литники и прибыли, выход годного составляет
0,9…0,95 от металлозавалки, коэффициент весовой точности (отношение массы
детали к массе заготовки) – 0,8…0,85. Механические свойства находятся на
уровне кованого металла, а часто и выше.
В настоящее время у нас в стране способом ЛКД в производственных
условиях изготовляют простые и сложные фасонные заготовки из чистых
металлов и сплавов на основе алюминия, магния, меди, цинка и железа (сталь,
чугун), используя для этой цели как специализированное, так и
неспециализированное оборудование. Предпочтительная область применения –
для отливок с повышенными требованиями по плотности и герметичности.
Активно работают по получению заготовок способом ЛКД в Германии,
Болгарии, Польше, США, Японии и некоторых других странах.


