СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
159
а
б
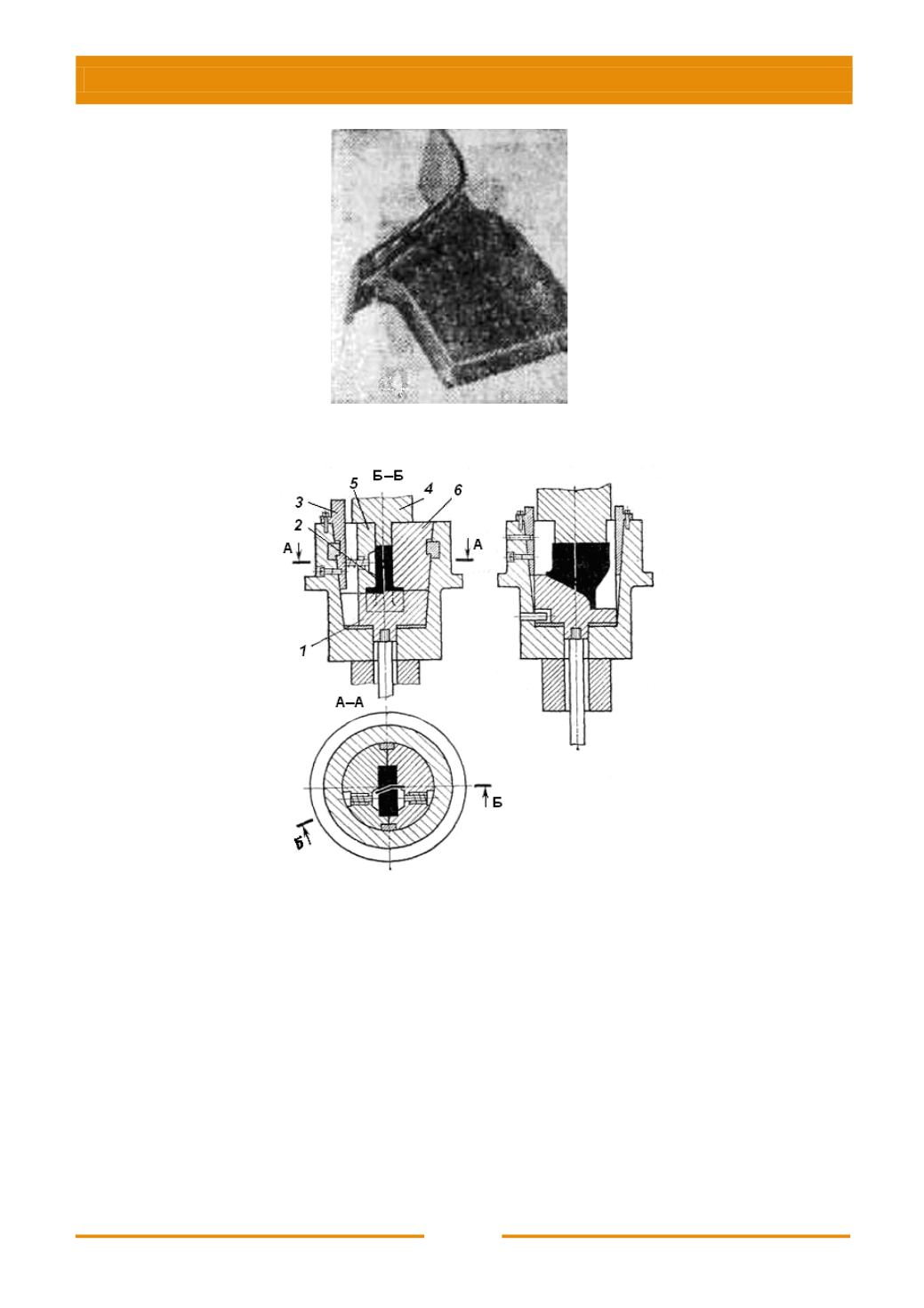
Рис. 5.26. Отливка (
а
) и пресс-форма для ее изготовления (
б
):
1
– торцевый вкладыш;
2
– толкатель;
3
– копир;
4
– пуансон;
5
и
6
– боковые вкладыши
Механизм образования трещин можно представить следующим образом.
Во время заливки и до приложения давления образуется корка (особенно в
тонком фланце), которая претерпевает усадку с образованием зазора между
отливкой и матрицей. При воздействии давления зазор уменьшается, при этом
давление, передаваемое на нижний торец отливки, заставляет перемещаться
металл фланца в направлении ликвидации зазора, приводя к разрыву во фланце
центральной части (направление трещин совпадает с расположением
утолщенной части отливки). Образовавшиеся трещины не заполняются или


