ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
25
сдавливанию внутренних слоев внешними и, в конечном итоге, снижает
размерную точность отливок.
После полного формирования керамической оболочки модельная масса из
нее должна быть удалена. В зависимости от вида модельного состава применяют
различные способы удаления - выплавлением горячей водой, паром, горячим
воздухом, перегретым модельным составом и растворением в воде.
Воскообразные модельные составы в основном выплавляют горячей
водой. Преимуществами процесса является высокий процент возврата
модельного
состава (90-95%) и упрочнение жидкостекольных оболочек.
Недостатком
–
уменьшение прочности этилсиликатных оболочек.
При выплавлении в перегретом модельном составе прочность оболочек
повышается в 2-3 раза. Однако качество возврата модельного состава
значительно ухудшается вследствие его перегрева.
Тугоплавкие модельные составы выплавляют горячим воздухом.
Удаление карбамидных моделей из оболочек, а также карбамидных
стержней из моделей производится простым растворением их в воде.
7.6. Формовка, прокаливание, заливка и выбивка оболочек
Формовка
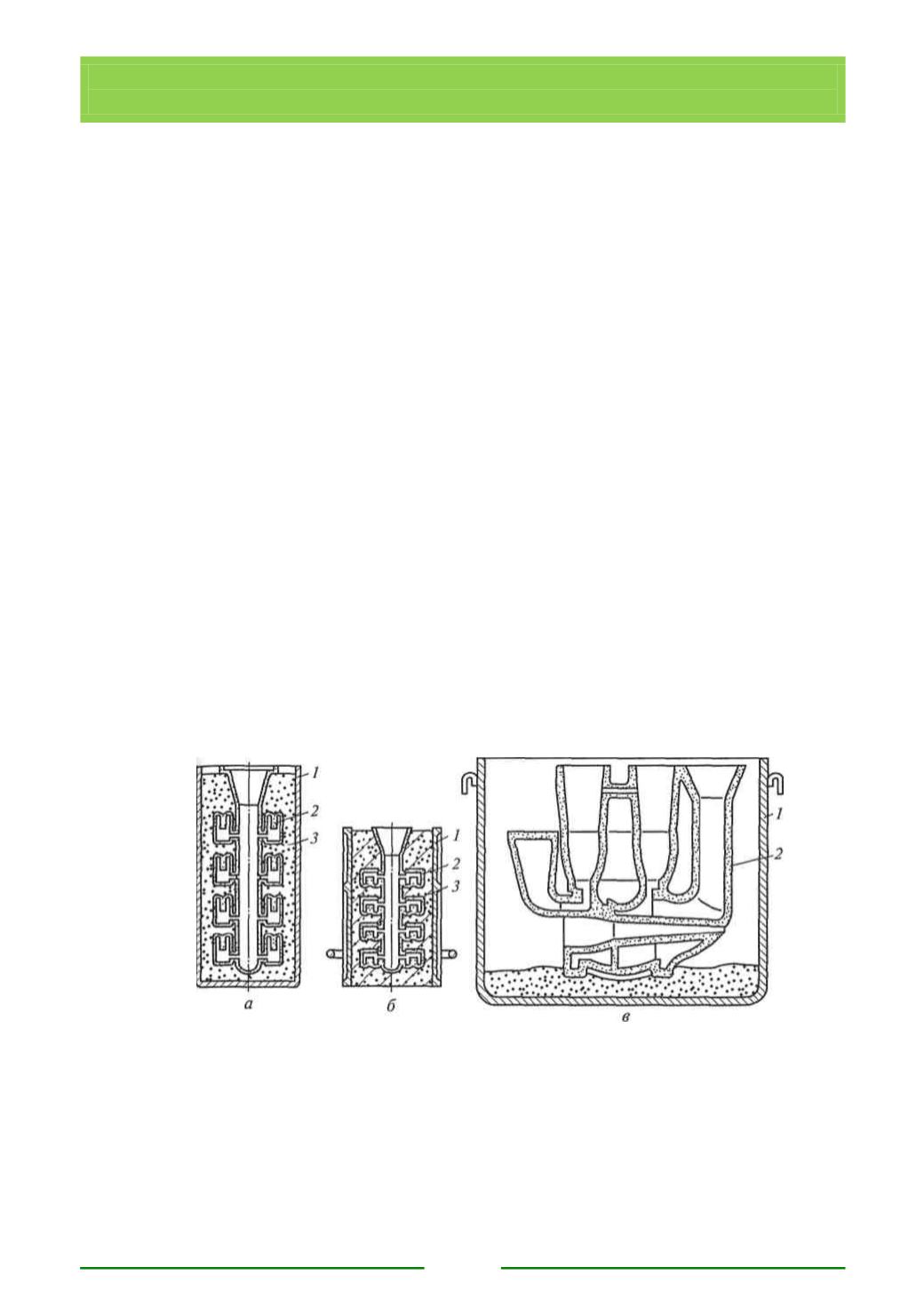
. Для предохранения разрушения оболочек во время заливки
металла их помещают в контейнеры с опорным материалом –
наполнителями(рис.7.14).
Рис. 7.14. Конструкции оболочковых форм:
а
— с сыпучим опорным материалом;
б—
с прочным опорным материалом;
в —
истинно оболочковая форма;
1
— контейнер;
2
— оболочка;
3
— опорный материал


