ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
33
На деформацию оболочковой формы наибольшее влияние оказывают
полиморфные превращения ее материала при нагреве и вызванные ими
изменения размеров рабочей полости. Поэтому перспективными для
получения точных форм и соответственно отливок являются материалы, не
имеющие полиморфных превращений при нагреве и охлаждении и
обладающие малым Температурным Коэффициентом Линейного Расширения
(ТКЛ) (плавленый кварц, высокоглиноземистый шамот и т.д.).
Несоответствия химического состава и структуры отливок
заданным могут быть вызваны отклонениями в составе шихтовых материалов,
нарушениями режимов плавки сплава и режимов охлаждения отливки в форме.
Несоответствие механических свойств отливки
заданным обычно
вызывается несоответствием химического состава и структуры заданным, а
также наличием усадочных дефектов — раковин, пористости в ее теле,
повышенным содержанием газов в металле. Кроме использования известных
металлургических средств, для устранения этих дефектов внимание следует
обращать также на технологичность конструкции отливки, конструкцию
литниково-питающей системы, которая должна обеспечить питание усадки
отливки, и на взаимное расположение отливок в блоке и отливок относительно
элементов литниково-питающей системы. При неправильном расположении
отдельные части отливок, расположенные близко одна к другой, могут
создавать тепловой узел, приводящий к замедленному затвердеванию этих
частей, образованию в них дефектов.
7.9. Изготовление керамических форм по постоянным моде-
лям и керамических стержней
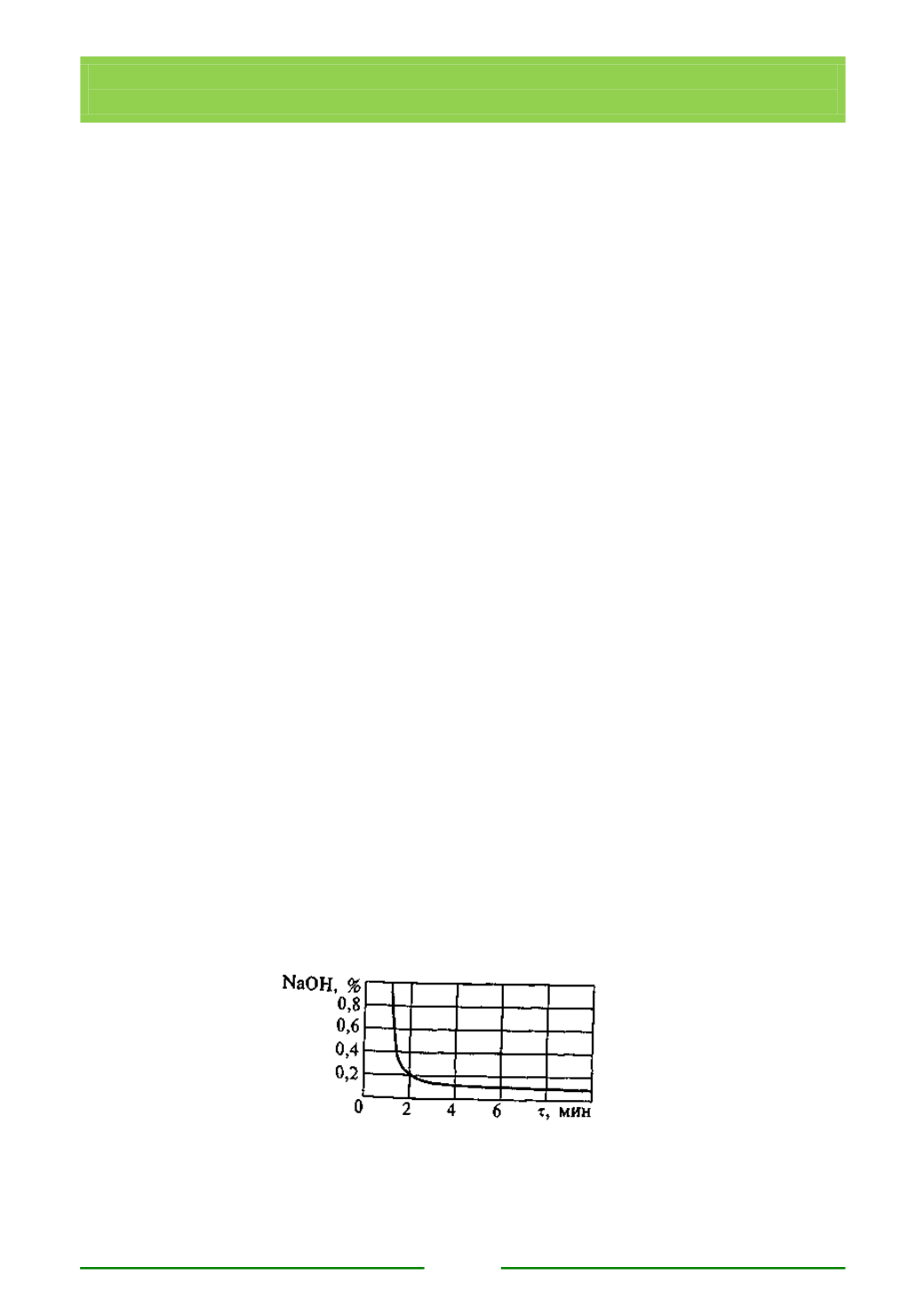
Способ основан на способности раствора гидролизованного
этилсиликата (ЭТС) (кислая среда) огеливаться в присутствии щелочей
(основная среда). Длительность огеливания зависит от концентрации щелочи,
введенной в раствор, и составляет 1... 10 мин. Щелочи меньшей концентрации
используют при изготовлении мелких отливок, а большей — для крупных
отливок (рис. 7.19).
Рис. 7.19. Зависимость длительности огеливания
от концентрации щелочи.


