ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
19
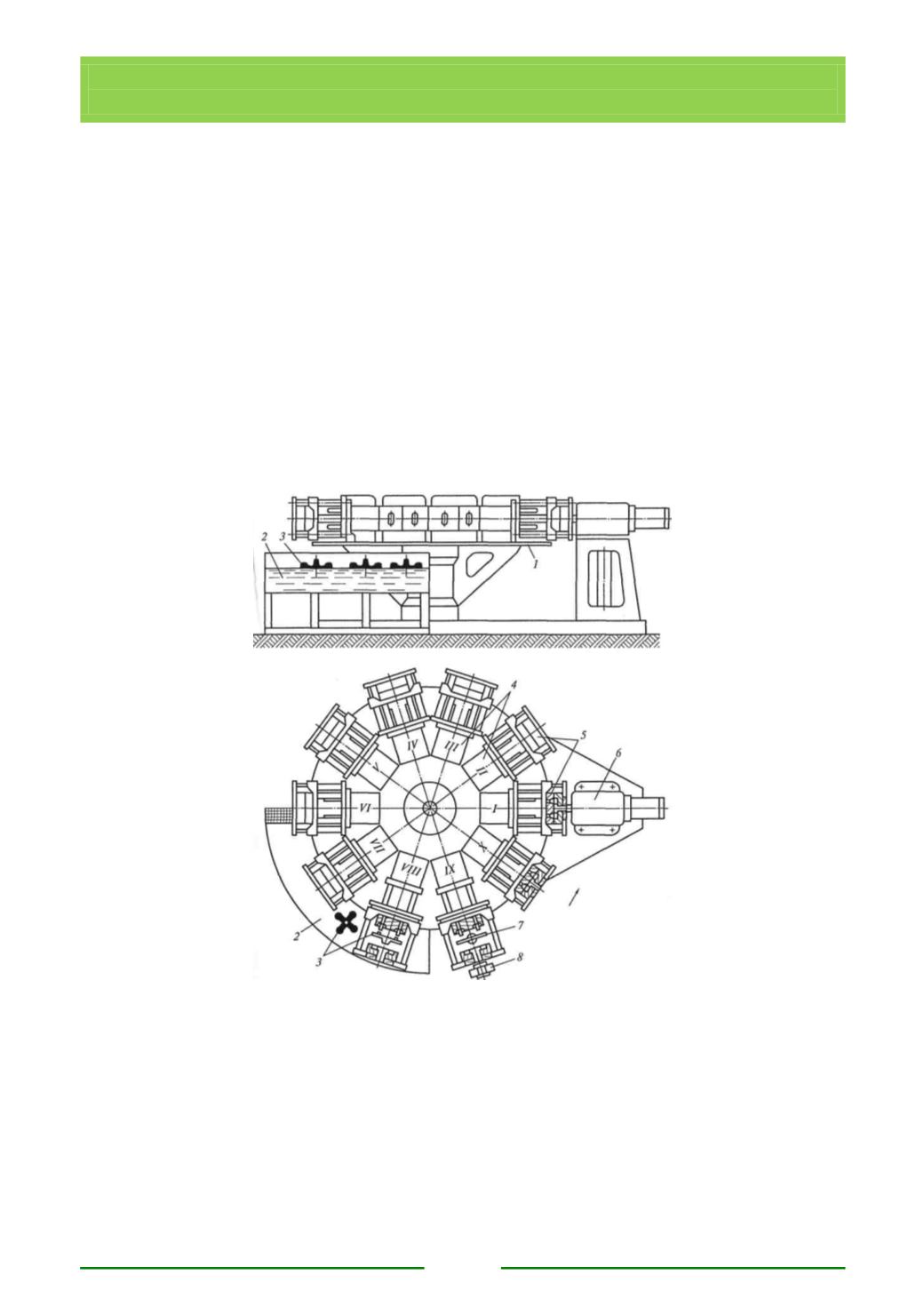
Автоматические шприцы чаще всего применяют на карусельных
10 - позиционных автоматах (рис.7.9).В случае последних пресс-формы с
вертикальным разъемом установлены на столе
1,
который вращается с
помощью электродвигателя, редуктора и мальтийского креста. Поворот стола
от одной позиции к другой происходит через 10...20 с, что регулируется сменой
шестерен привода. Разборка и сборка пресс-форм производятся
пневмоцилиндрами
4,
вращающимися вместе со столом и пресс-формами
5.
На позиции
I
модельный состав шприцем
6
запрессовывается в пресс-форму, а
на позициях
II— VII
модели в пресс-формах охлаждаются. На позиции
VIII
пресс-форма раскрывается, модель
3
выталкивается из пресс-формы и
падает на водяной конвейер
2.
На позиции
IХ
рабочая полость пресс-формы
очищается и смазывается. Литниковый канал в пресс-форме прочищается
иглой, приводимой в движение пневмоцилиндром
8.
Рис. 7.9. Схема карусельного автомата для изготовления
выплавляемых моделей:
1
— стол машины;
2
— водяной конвейер;
3
—модель;
4
—пневмоцилиндры; 5—пресс-формы;
6—
шприц;
7— кронштейн с блоком форсунок;
8
—пневмо-цилиндр привода иглы для очистки литникового канала прессформы;
/ — запрессовка модельного состава;
II— VII —
охлаждение моделей в пресс-формах;
VIII —
раскрытие пресс-форм и выталкивание моделей;
IX—
очистка и смазывание пресс-форм;
X —
закрытие пресс-форм.


