ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
17
пресс-формы,
при
котором
получают
качественные
модели.
Для парафин-стеариновых составов этот интервал 22... 27 °С.
Заполнение пресс-форм модельным составом в производстве чаще всего
осуществляют свободной заливкой и заливкой под давлением жидкого
модельного состава, а также запрессовкой пастообразного модельного состава.
Реже используют запрессовку твердого модельного состава в пресс-формы.
Свободной заливкой
изготовляют модели из легкоплавких,
тугоплавких, растворимых модельных составов. Литниковые каналы пресс-
формы должны быть короткими с большой площадью поперечного сечения.
Для хорошего заполнения пресс-формы температура легкоплавких
модельных составов должна поддерживаться в пределах: 80...90 °С при
изготовлении крупных моделей и моделей сложной конфигурации, 70... 75°С
при изготовлении моделей средних размеров и сложности (температуры
указаны для составов, подготовленньгх по обычной технологии).
Способ свободной заливки моделей редко применяют для. модельных
составов с повышенной усадкой из-за образования усадочных дефектов в
моделях, но широко используют для изготовления моделей из растворимых
карбамидных и солевых составов, обладающих малой усадкой. Способ
применяют в единичном и серийном производстве, так как он прост в
исполнении.
Заливку под давлением
жидкого модельного состава в пресс-форму
применяют при изготовлении сплошных и пустотелых моделей. Давление на
модельный состав осуществляют поршнем или сжатым воздухом.
Используют рычажные, винтовые, пневматические и гидравлические
прессы (рис. 7.6).
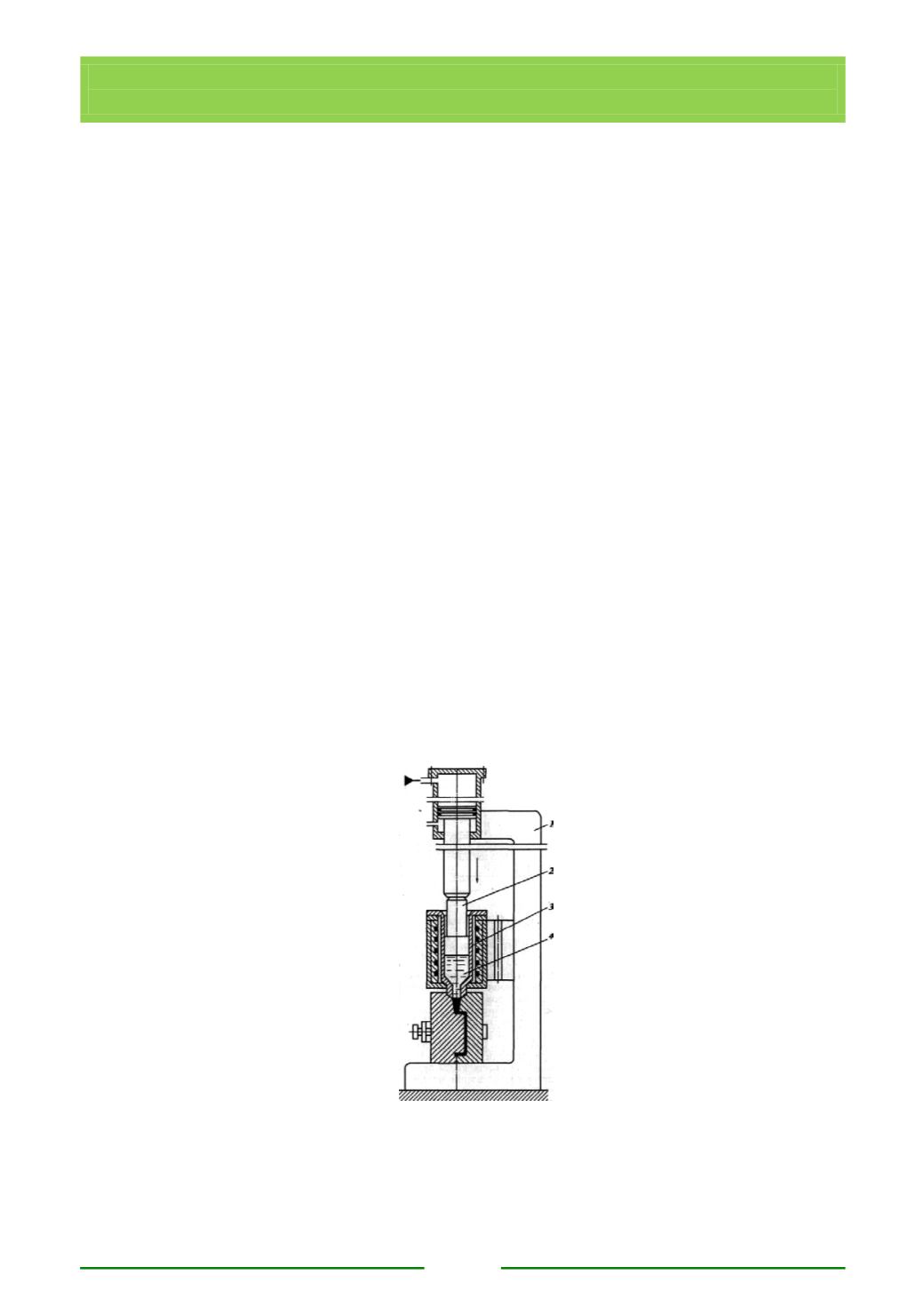
Рис 7.6. Схема устройства для запрессовки
жидкого модельного состава:
1
— пресс;
2
— поршень;
3
— запрессо-вочное устройство;
4 —
жидкий модельный состав.


