ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
18
Пресс
1
создает давление на поршень
2
запрессовочного устройства
3,
в котором находится жидкий модельный состав
4.
Способ заливки под
давлением позволяет получать точные модели без усадочных дефектов из
составов с пониженной жидкотекучестью, например составов с церезином
КПсЦ и парафином КПсП в условиях серийного и массового производства.
Запрессовка пастообразного состава
в пресс-формы осуществляется
как ручными, так и автоматическими шприцами (рис.7.7 и 7.8).
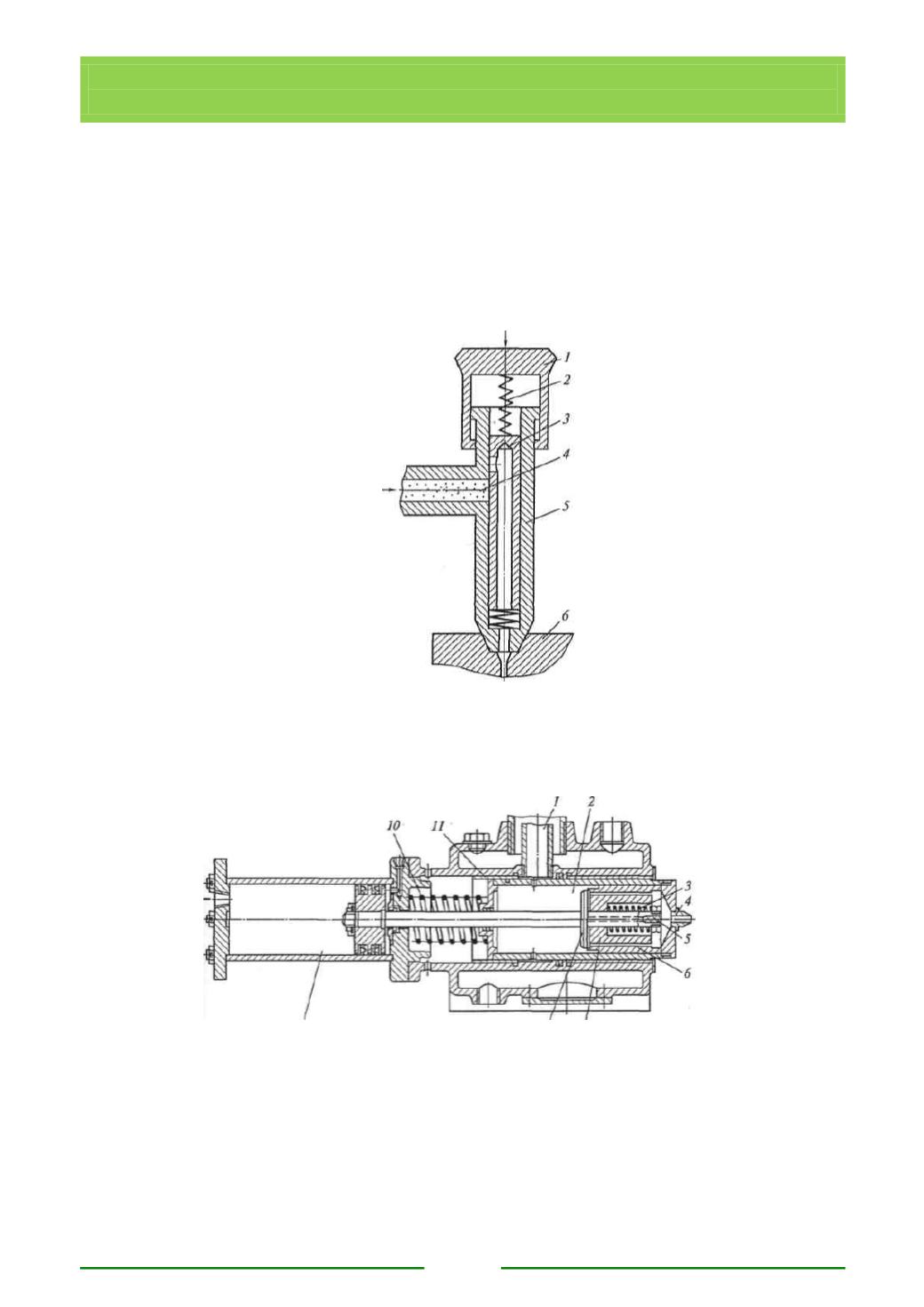
Рис. 7.7. Схема устройства ручного шприца
для запрессовки пастообразных модельных составов
:
1
— рукоятка;
2 —
пружина;
3
— золотник;
4 —
модельный состав; 5 — корпус;
6
— пресс-форма.
Рис. 7.8. Схема устройства автоматического шприца
для запрессовки пастообразных модельных составов:
I
— трубопровод;
2
— рабочая полость;
3 —
пружина клапана;
4
— выпускное отверстие; 5 — обратный клапан;
6
— подводящий канал; 7 — поршень;
8 —
крышка;
9—
пневмоцилиндр;
10—
прижимная пружина;
11 —
рабочий цилиндр


