ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
29
синхронизация работы агрегата и плавильных печей приводит к тому, что
металл заливается в формы, нагретые до разных температур. Температура песка
в карусели 450...550 °С. В результате возникает брак по недоливу тонкостенных
отливок.
7.7. Обрубка и очистка отливок
Отделение отливок от литников выполняют различными способами в
зависимости от типа сплава, размеров, отливок и конструкции
литниково-питающей системы.
Для компактных отливок из углеродистой стали используют
вибрационные установки, в которых металл разрушается в зоне питателя из за
знакопеременных нагрузок, возникающих вследствие колебательного
движения отливки. В крупносерийном и массовом производстве мелких
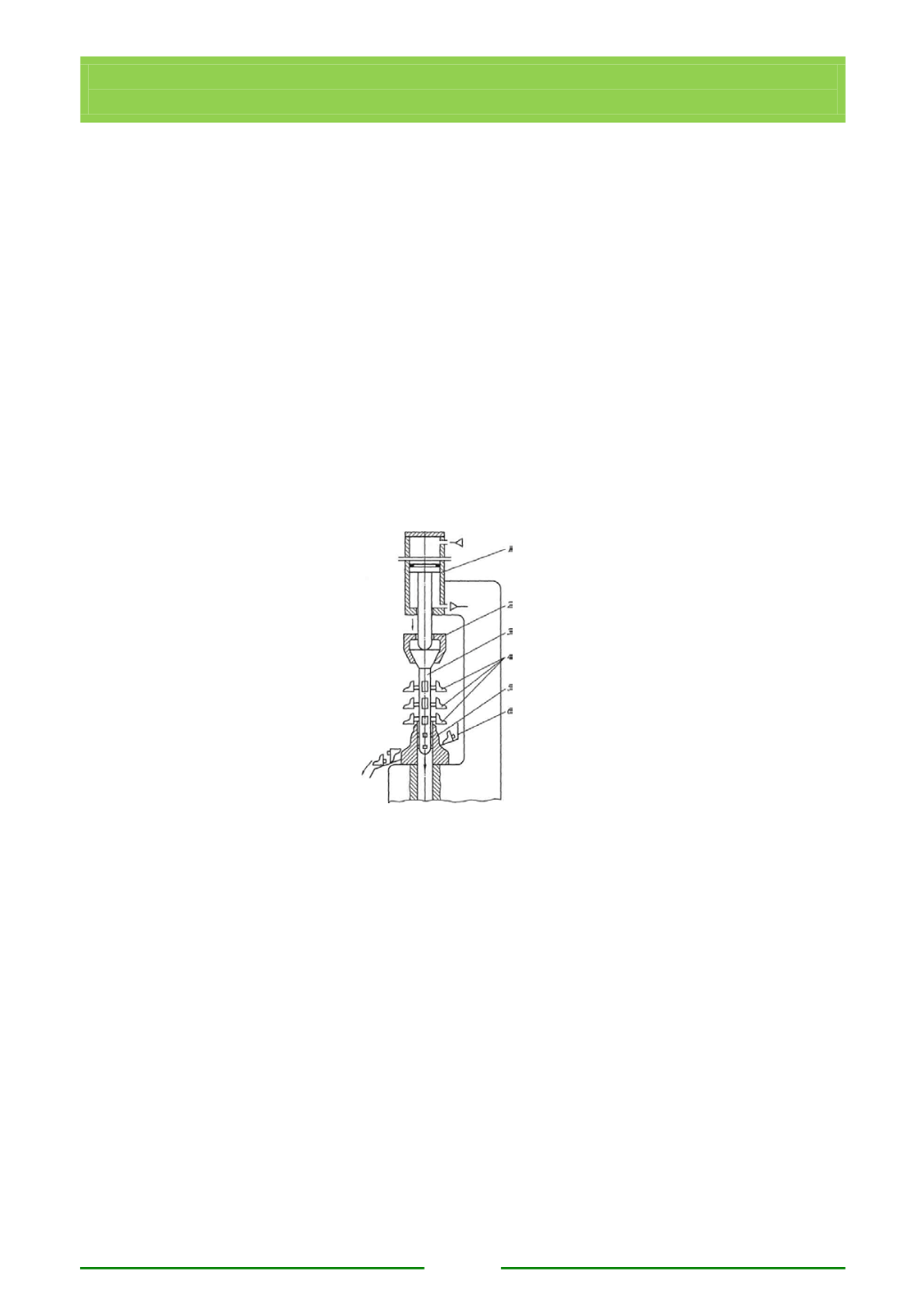
отливок применяют специальные прессы (рис.1.17).
Рис. 7.17.Схемаустройствапрессадляотделенияотливокот стояка:
1
— гидроцилиндр;
2
— зажим;
3
— блок отливок;
4—
отливки; 5—штамп;
6
—лоток
Для отливок из труднообрабатываемых сплавов используют
механическую резку абразивными кругами, либо анодно-мехаиическую резку.
После отделения отливок от литниково-питающей системы они
подвергаются окончательной очистке.
Окончательная очистка отливок необходима по следующим причинам.
Во время предварительной очистки отливок остатки формы полностью
отделяются только на плоских отливках без отверстий и поднутрений. В
отливках сложной конфигурации остатки формы остаются в сквозных и глухих
отверстиях, поднутрениях. Вследствие усадки сплава остатки формы в этих
местах сжаты, для их удаления требуются большие энергетические затраты для
механической очистки. Чаще применяют гидроабразивный, электроискровой,


