ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
21
она припаивается к стояку. К недостаткам способа относятся: малая прочность
спаянного шва и низкая производительность. Он применяется для сборки
крупных и сложных мелких моделей.
Склеивание
производят с помощью клеящих веществ или
растворителей модельного состава. Этот способ используют для модельных
составов, не поддающихся пайке (тугоплавких и растворимых).
В массовом производстве мелких отливок применяют
механическое
скрепление
модельных звеньев. Модельные звенья, состоящие из нескольких
моделей, питателей и центрального кольца, нанизывают на металлический
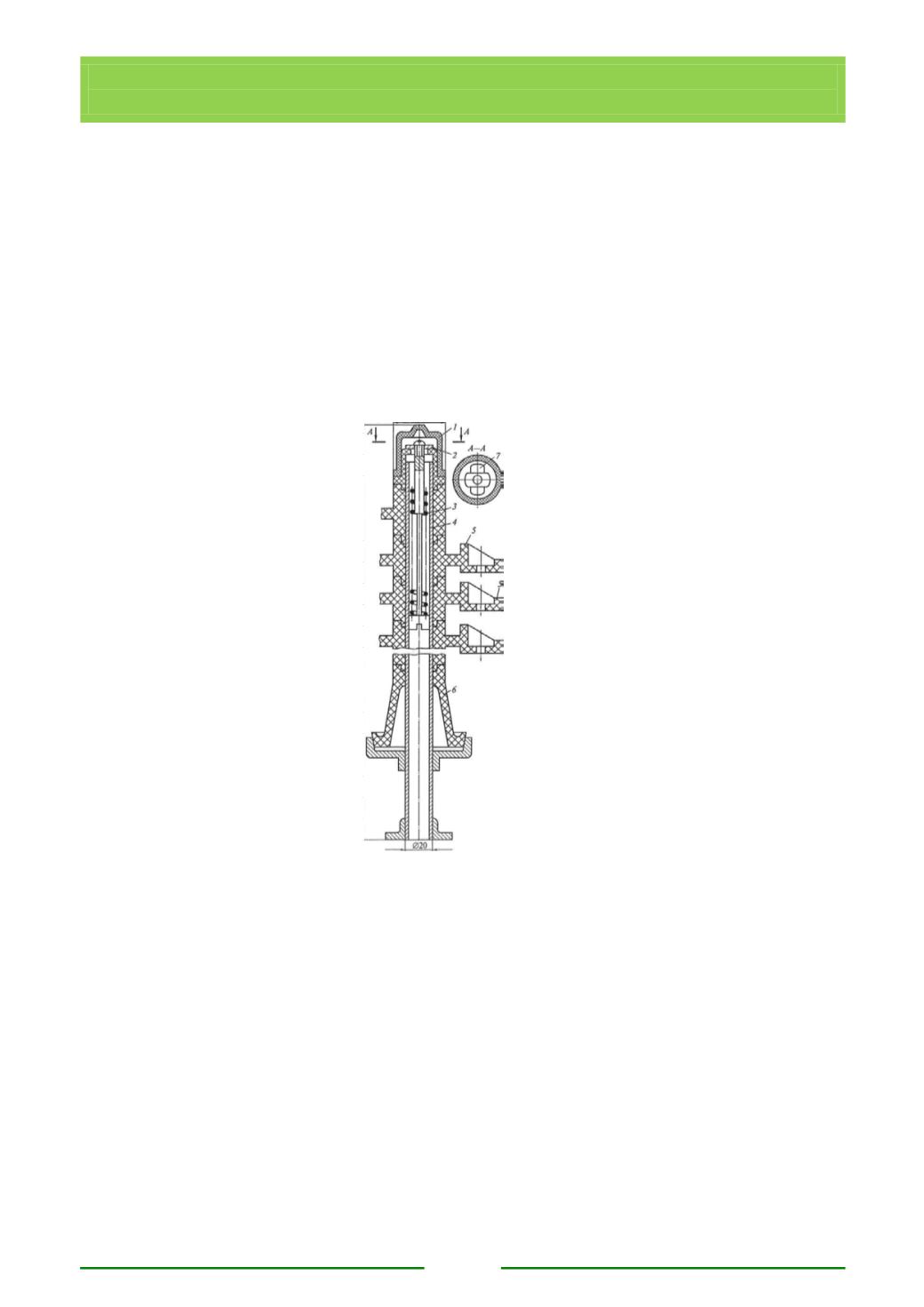
стояк - каркас и закрепляют специальным колпачком (рис.7.11).
Рис. 7.11. Сборка моделей в блок на стояке-каркасе:
1
—колпачок;
2—
шпилька;
3
—пружина;
4—
стояк-каркас;
5—звенья моделей;
6
—модель литниковой чаши; 7—паз.
7.5. Изготовление оболочковых форм
Оболочковая форма должна обладать хорошей прочностью и
жесткостью, необходимой газопроницаемостью и податливостью, химической
инертностью по отнощению к модельному составу и материалу отливки.
Кроме того, она должна обеспечивать необходимую шероховатость
поверхности и точность размеров отливки.
Оболочковая форма изготавливается из жидких формовочных смесей
(суспензий) и обсыпки. При производстве оболочек используются огнеупорные
формовочные материалы и связующие.


