ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
20
На кронштейне
7
расположена форсунка для обдува пресс-формы
сжатым воздухом и нанесения смазочного материала. При движении стола
1
кронштейн находится в нижнем положении, при остановке он откидывается
вверх и располагается между матрицами пресс-формы. На позиции
Х
пресс-форма закрывается.
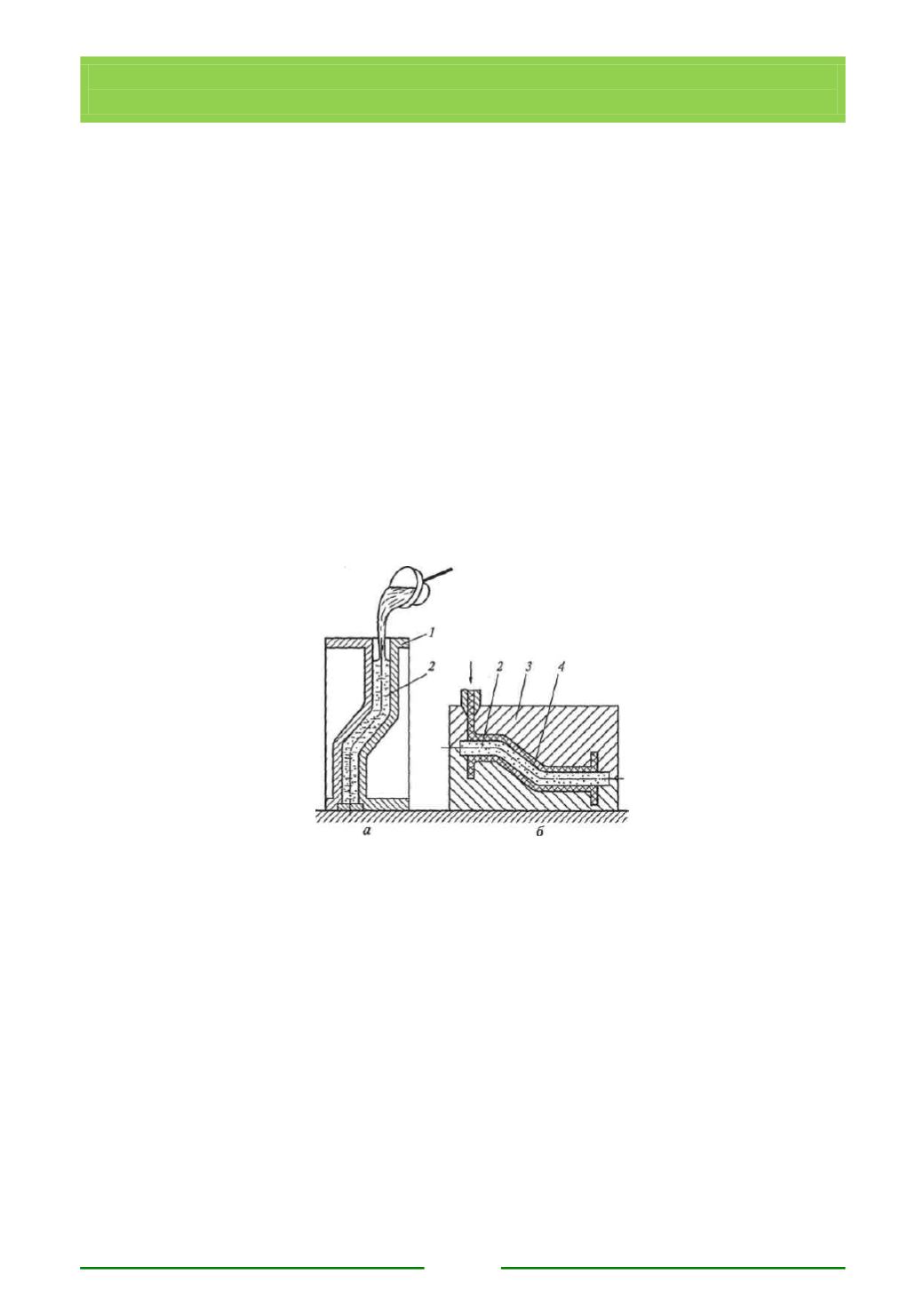
Растворяемые карбамидные стержни
изготовляют в металлических
ящиках (рис. 7.10,
а).
После затвердевания и охлаждения стержень извлекают
из ящика и по знакам устанавливают в пресс-форму для получения
модели (рис. 7.10,
б).
Модель изготовляют из любого состава, нерастворяемого
в воде и имеющего более низкую температуру плавления, чем состав
карбамид-гидроксид бора. Модель со стержнем погружают в горячую воду,
стержень растворяется, а в модели образуется полость требуемой
конфигурации.
Звенья моделей,
которые состоят из моделей отливок, питателей и
центрального кольца (секции модели стояка), изготовляют в многоместных
(двух-, трех-, четырехместных и т.д.) пресс-формах.
Рис. 7.10. Изготовление модели с растворяемым стержнем:
а
— заливка стержневого ящика;
б
— запрессовка модельного состава в пресс-форму;
1
— стержневой ящик;
2
— стержень;
3
—пресс-форма;
4
—модель
7.4.3. Сборка блоков моделей
Изготовленные из различных модельных составов отдельные модели и
элементы литниковых систем, а также модельные звенья необходимо
объединить в блоки. На практике модели в блоки собирают припаиванием,
приклеиванием, а также механическим скреплением.
Припаивание
осуществляют вручную подогретым ножом или
электропаяльником. В этом случае модель изготавливают с питателем, которым


