СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
249
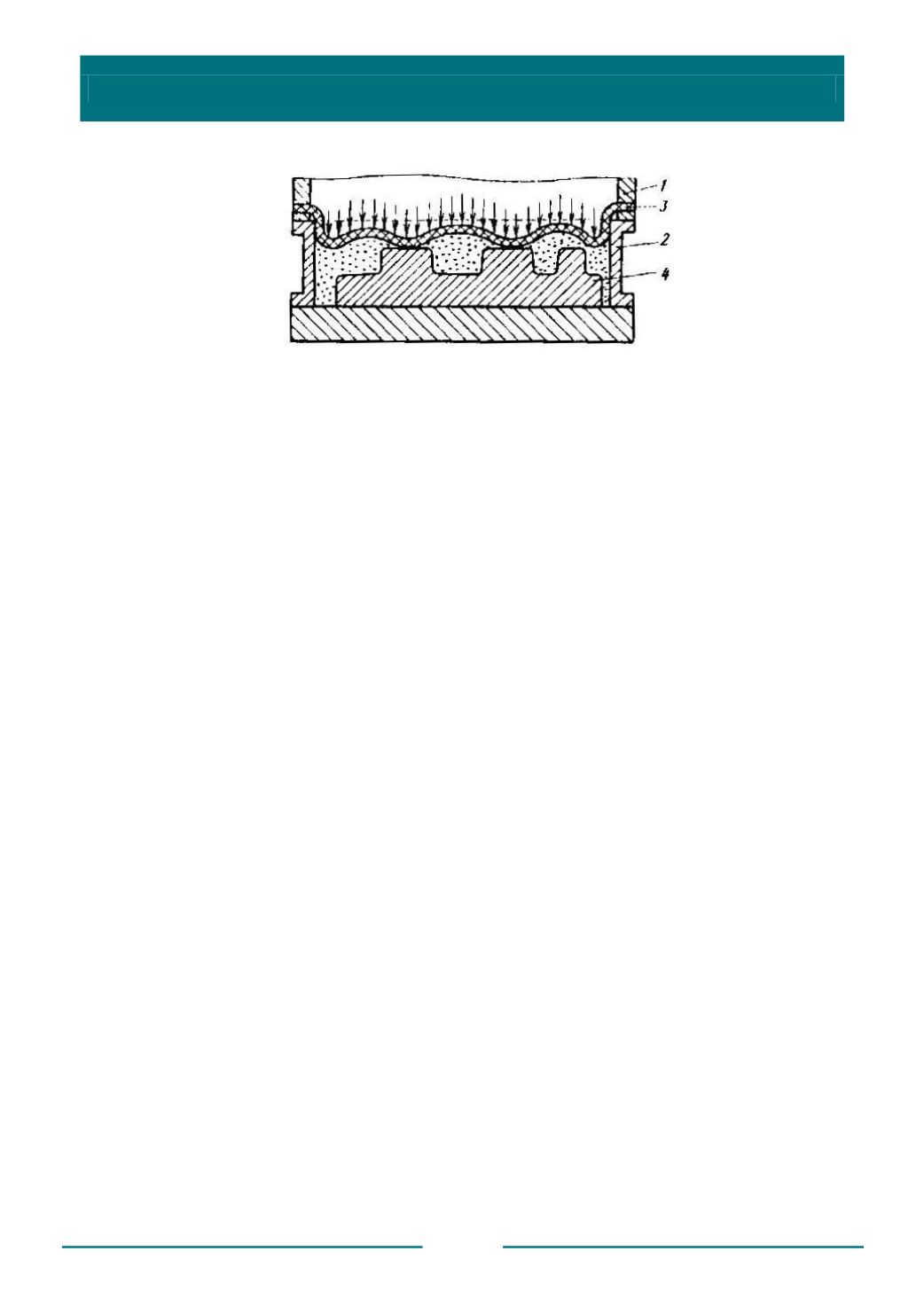
Рис.6.5. Схема прессования диафрагменной головкой:
1
– головка;
2
– рамка;
3
– эластичная диафрагма;
4
– модель
Максимальную скорость формообразования, наиболее высокое качество и
калиброванную толщину оболочек получают при нанесении сыпучей
термореактивной смеси на модельную оснастку
пескодувным способом
(рис. 6.6).
При этом смесь под давлением до 0,7 МПа в течение 3…5 с вдувают в зазор между
контрплитой и моделью. Контрплита может быть как холодной, так и
обогреваемой. В первом случае модельную плиту после надува помещают в печь
для доотверждения оболочки. Во втором случае оболочка полностью отверждается
за счет теплоты контрплиты и модели.
Пескодувный способ изготовления оболочковых форм требует
обязательного
применения
плакированных
смесей.
Усложнение
формообразующей оснастки из-за наличия контрплит делает этот способ
рентабельным только в условиях массового производства оболочковых форм.
Эффективным мероприятием, улучшающим условия труда и
сокращающим цикл формообразования во всех описанных способах
изготовления оболочковых форм, является вакуумирование модельной оснастки
в процессе отверждения оболочки.
В отдельных случаях изготовленную оболочковую полуформу упрочняют
нанесением на ее тыльную поверхность термостойкого покрытия, а также
пропиткой стенки полуформы упрочняющими составами.


