СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
241
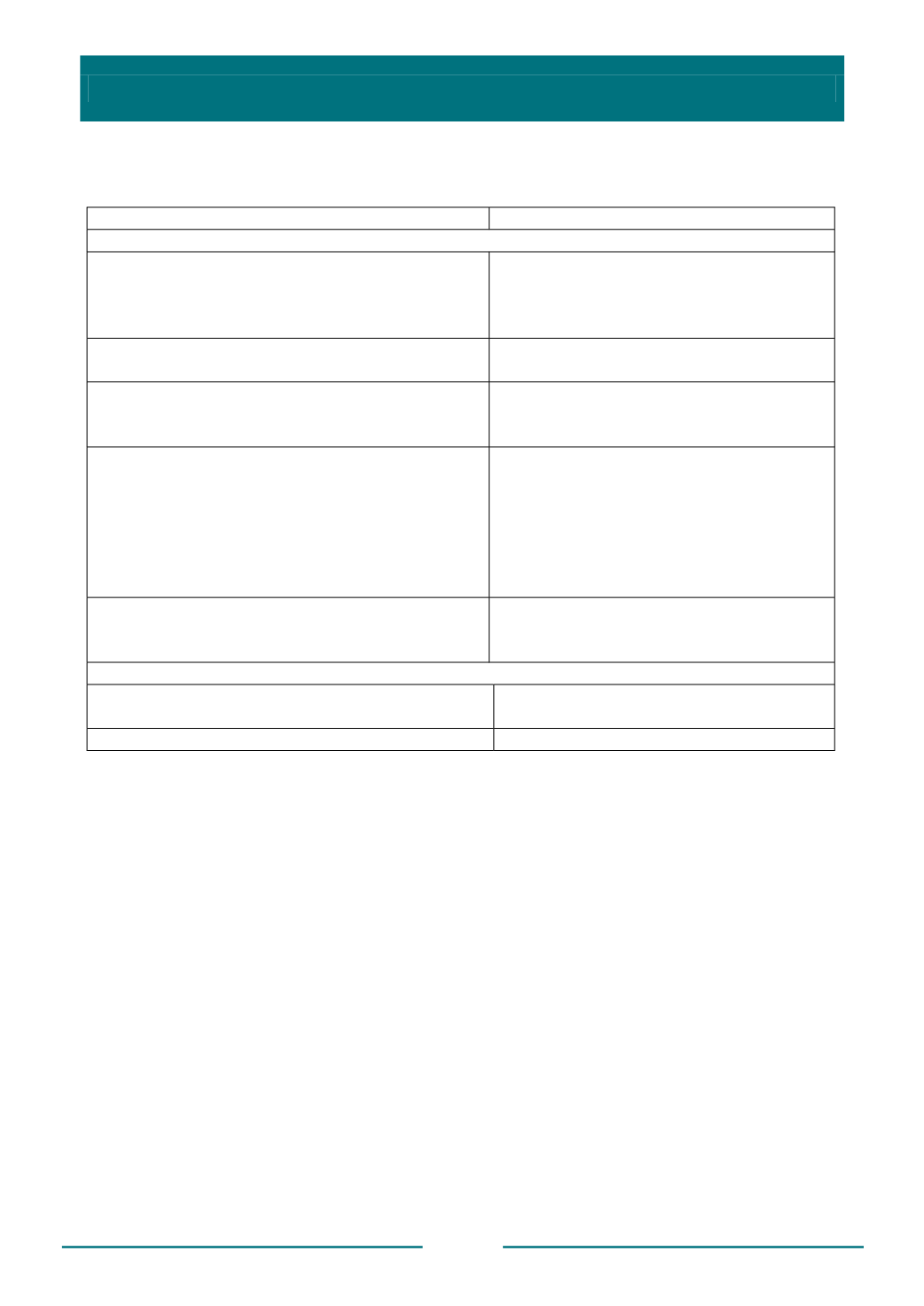
Материалы для изготовления нагреваемой оснастки
Таблица 6.6
Материал
Область применения
Модели и стержневые ящики
СЧ15, СЧ18, СЧ20 (ГОСТ 1412-85);
специальный чугун: 3,2…3,4 % С,
2,2…2,6 % Si, 0,77…0,88 % Mn, 0,40…0,47 % P,
0,01…0,02 % S, 2,5…3,5 % Ni, 0,5…0,6 % Cr
Крупносерийное и массовое
производство
Ст3 (ГОСТ 380-88)
Сталь 15Л-25Л (ГОСТ 977-88
Небольшие модели, отдельные вставки в
модели
Сталь 5ХНМ (ГОСТ 5950-73)
Сталь 40Х (ГОСТ 4543-71)
Крупносерийное и массовое
производство отливок особо сложной
конфигурации
АЛ24, АЛ27, АЛ28 (ГОСТ 1583-93);
специальный алюминиевый сплав:
1) 3,5…4,5 % Cu, 0,7 % Si, 1,2…1,8 % Mg,
1,7…2,3 % Ni, 1 % Fe, остальное Al;
2) 0,5…1,5 % Cu, 11,0…13,0 % Si,
0,7…1,3 % Mg, 2…3 % Ni, 1,3 % Fe, 0,05 % Mn,
0,1 % Zn, остальное Al
Мелкосерийное и опытное производство
отливок, к которым не предъявляются
повышенные требования по точности
размеров
Бронза (ГОСТ 613-79); бериллиевая медь:
2,0…2,5 % Be, 0,25…0,5 % Ni, 0,1 % Fe,
остальное Cu
Крупносерийное и массовое
производство отливок особо сложной
конфигурации
Модельные плиты
СЧ15, СЧ18, СЧ20 (ГОСТ 1412-85);
специальный чугун (см. выше)
Модельные плиты небольших размеров
Ст3 (ГОСТ 380-88)
Модельные плиты всех размеров
Чугунные литые заготовки моделей и стержневых ящиков перед
механической обработкой подвергают искусственному старению: нагреву в
течение 4 ч при 600…625 °С с последующим охлаждением с печью.
Расстояния между основными элементами оснастки, расположенными на
модельной плите, указаны в табл. 6.7.
Модели на модельной плите крепятся с помощью болтов или винтов. Под
головки болтов с обратной стороны модельной плиты необходимо подкладывать
пружинные шайбы. В случае крепления модели винтами с лицевой стороны
головки винтов должны быть запаяны. Тонкие части моделей допускается
закреплять винтами с потайными головками. Фиксирование положения моделей на
модельной плите осуществляется штифтами.
Толкатели для съема оболочки с модельной плиты располагают обычно с
шагом 50…120 мм. У вертикальных стенок и в глубоких карманах эти расстояния
уменьшают. Наиболее распространены толкатели диаметром 15 мм. Применение
толкателей диаметром менее 10 мм нецелесообразно. Толкатели располагают
вблизи высоких частей модели с малыми уклонами. Не рекомендуется
устанавливать толкатели в базовых поверхностях моделей. Ход толкателей должен


