СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
244
редко из-за необходимости расхода растворителя, повышенной взрыво- и
пожароопасности.
При горячем плакировании
сухой песок предварительно нагревается до
127…147 °С, а затем смешивается с новолачной смолой, которая при этом
нагревается, плавится и обволакивает зерна песка. Далее в смесь вводят уротропин
в виде 30…35%-ного раствора, борную кислоту и стеарат кальция. Возможность
разложения уротропина при нагреве во время плакирования предупреждается
охлаждением смеси водой, в которой растворен уротропин. После завершения
перемешивания смесь охлаждают и просеивают. Процесс горячего плакирования
требует тщательного контроля температурных режимов – начальной температуры
песка при вводе в смеситель и температуры смеси в момент ввода уротропина.
Начальная температура песка должна быть на 25…30 °С выше температуры
каплепадения, используемой для плакирования смолы, а температура смеси в
момент ввода раствора уротропина не должна превышать 105…110 °С. Нарушение
этих режимов приводит к получению некачественных смесей.
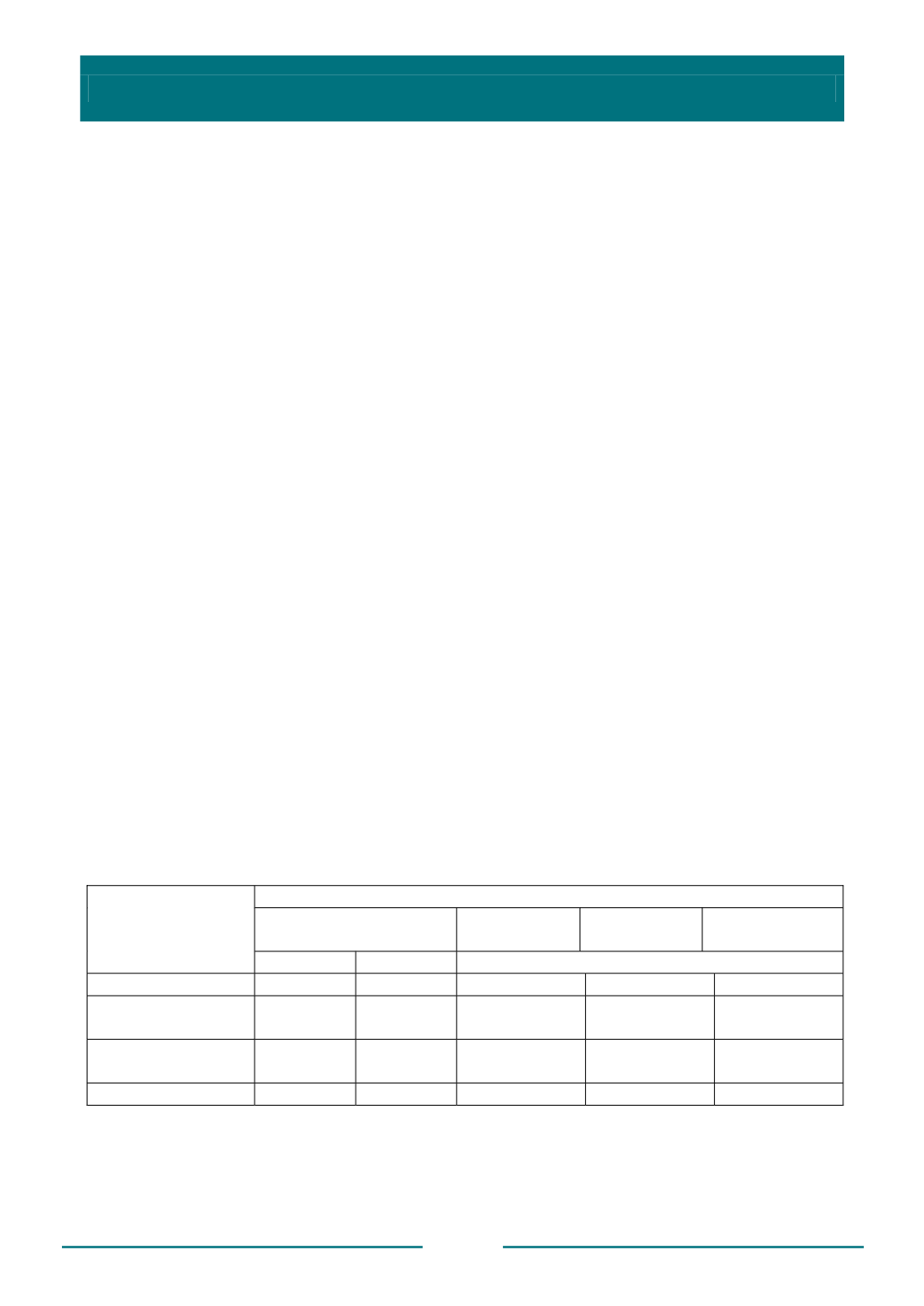
Состав смеси выбирают в зависимости от способа изготовления оболочек
(бункерный, пескодувный), вида сплава и других факторов. При использовании
связующего ПК-104 примерные составы смеси приведены в табл. 6.8.
В табл. 6.9 приведены составы и свойства плакированных смесей,
применяемых для производства чугунных и стальных отливок на ряде
отечественных заводов с использованием смолы СФ-15.
Для горячего плакирования песка необходимо сложное оборудование, в
состав которого входят дозирующие устройства для исходных материалов, печь
для нагрева песка, устройства для сушки, охлаждения и просеивания смеси.
Технические характеристики некоторых видов отечественного оборудования для
горячего плакирования песка даны в табл. 6.10.
Составы смесей
Таблица 6.8
Вид сплава
Содержание компонентов, % масс.
Кварцевый песок,
средний размер зерна
Связующее
ПК-104
Стеарат
кальция
Пропитанная
древесная мука
02
01
Сверх 100 %
Серый чугун
70
30
4,5…5,0
0,05
–
Углеродистая
сталь
100
–
4,0
0,05
–
Специальные
сплавы
70
30
5,5…6,0
0,05
–
Цветные сплавы
70
30
4,0…5,0
0,05
0,5…2,0


