СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
256
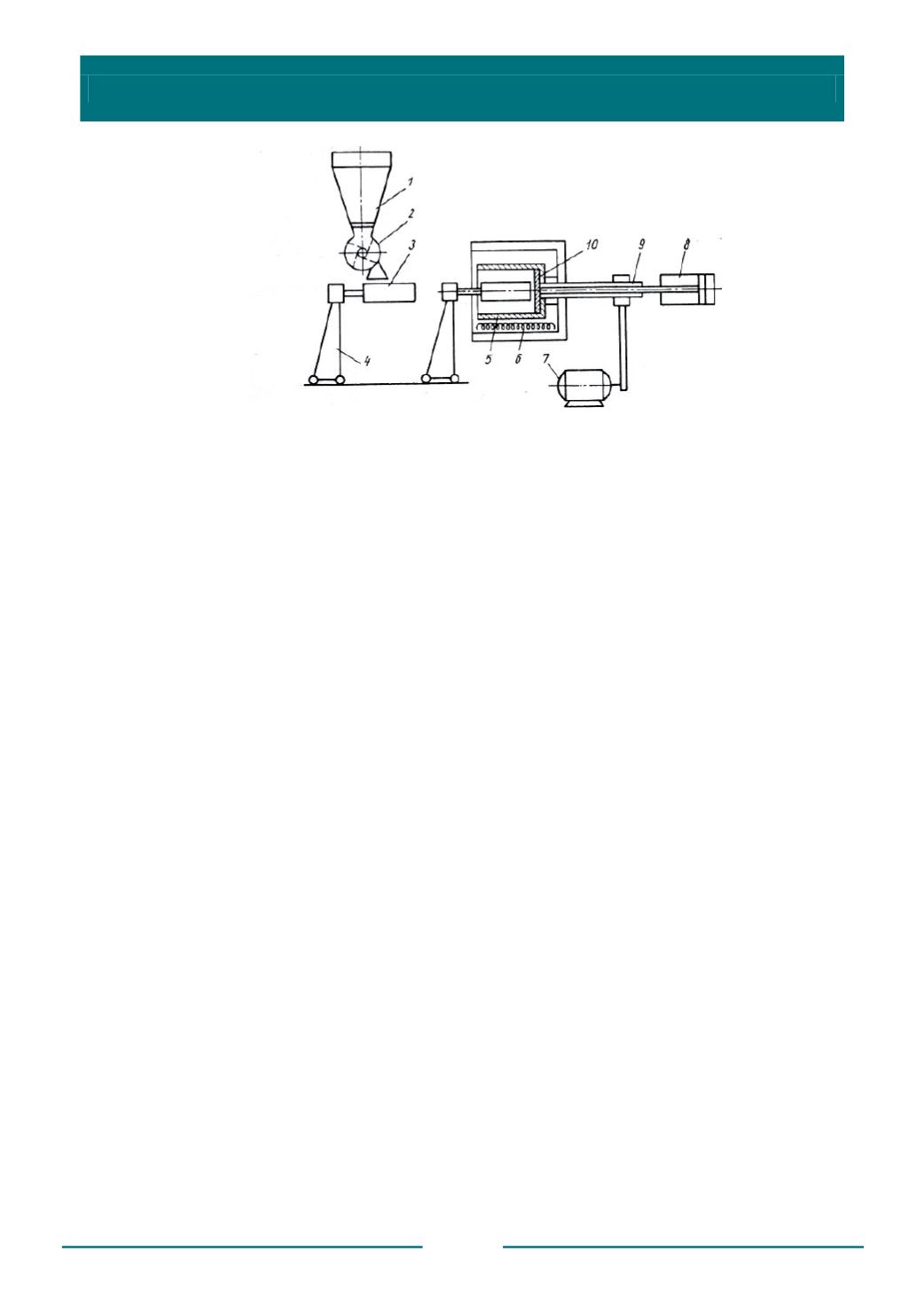
Рис. 6.13. Схема центробежной машины:
1
– бункер;
2 –
дозатор;
3 –
загрузочный лоток;
4
– тележка;
5
– стержневой ящик;
6
– электропечь;
7
– электродвигатель;
8
– пневмоцилиндр;
9
– вал;
10
– толкатель
Изготовление крупных оболочковых стержней.
Сложные оболочковые
стержни, а также цилиндрические стержни длиной до 1,2 м можно изготовлять на
установке, показанной на рис. 6.14. Установка состоит из вертикальной стальной
трубы
1
с внутренним диаметром 100 мм, верхнее засыпное отверстие которой
закрывают съемным колпачком
2.
Сжатый воздух под давлением 2,1 кг/см
2
подается в трубу через патрубок
3
в съемном колпачке. К нижнему концу трубы
прикреплена переходная конусообразная насадка
4
, которая уменьшает диаметр
трубы до 24 мм. Клапан
5
насадки контролирует количество смеси, поступающей в
стержневой ящик. Под клапаном находится сопло
6.
Сопло входит в отверстие
стержневого ящика с некоторым зазором, так что в процессе заполнения ящика
смесью из последнего может выходить воздух. Если стержневые ящики имеют два
и более вдувных отверстий, то можно применять разветвленные сопла
7
.
В некоторых случаях ящик заполняют последовательно, перенося сопло от одного
отверстия к другому. Оптимальное давление сжатого воздуха около 0,2 МПа
.
Стержни изготовляют из смеси, состоящей из 50 мас. ч. мелкого кварцевого
песка и 50 мас. ч. крупного песка, смешиваемых с 5 % феноло-формальдегидной
смолы и 0,05 мас. % специального увлажнителя.
Стержневые ящики, предварительно покрытые разделительным составом,
нагревают до 200 °С, наносят обрызгиванием тонкую пленку того же разделителя
и быстро собирают. После этого в ящик вдувают песчано-смоляную смесь,
которую выдерживают в нем в течение 10 с до образования оболочки нужной
толщины. Излишек смеси высыпают, а ящик со стержнем на 2 мин помещают в
печь с температурой 350 °С, после чего стержни легко удаляют из ящика.
Стержни, полученные таким методом, имею гладкую поверхность. Этим
методом изготовляют также стержни длиной около 1500 м.


