СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
242
быть не менее 20…25 мин. Наиболее распространены толкатели, смонтированные
на специальной плите. Последняя располагается под модельной плитой.
Клеевые замки следует устраивать по всему периметру оболочки, а также
между рабочими полостями формы.
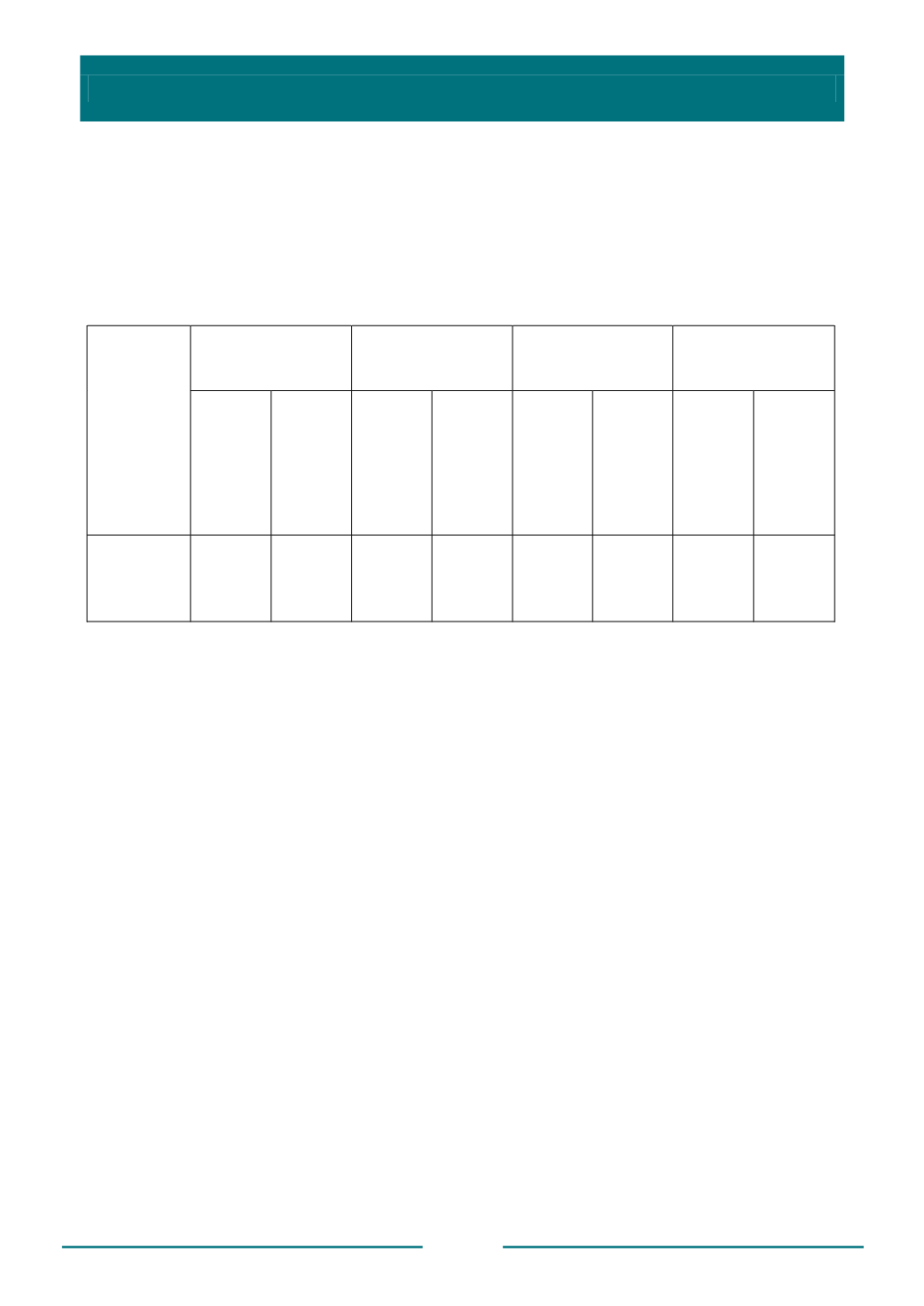
Таблица 6.7
Расстояние (мм) между элементами модельной оснастки для изготовления
оболочек из термореактивных формовочных смесей
Масса
отливки, кг
Между моделями
Между моделью
и стояком
Между моделью
и толкателем
Между моделью
и окантовочной
рамкой
При
горизонтально
й заливке
При
вертикальной
заливке
При
горизонтально
й заливке
При
вертикальной
заливке
При
горизонтально
й заливке
При
вертикальной
заливке
При
горизонтально
й заливке
При
вертикальной
заливке
До 0,5
0,5…1,5
1,5…5,0
Свыше 5,0
10…15
15…35
35…40
50
15…25
25…40
40…50
50
20…30
25…35
Не менее
5
Не менее
5
20…30
25…30
Канавка клеевого замка делается шириной примерно 15 мм и глубиной 6 мм.
Между выступом и впадиной клеевого замка выполняют зазор 1…1,5 мм.
Фиксирующие конические выступы на одной оболочке делают высотой
15…20 мм, а сопряженные впадины на другой углубляют на 2…3 мм.
Модельные плиты, модели и стержневые ящики в процессе работы
необходимо систематически очищать от пригоревшей смеси и нагара смоляного
связующего средствами, исключающими повреждение поверхности (волосяными
щетками, деревянными скребками, чистой ветошью, сжатым воздухом и т.п.) и
покрывать разделительным составом. Особенно тщательно очищают оснастку по
окончании рабочей смены.
Для предупреждения брака отливок модельную оснастку периодически
подвергают профилактическому осмотру (состояние поверхностей, надежность
моделей, элементов литниковой системы, фиксаторов и толкателей). Забоины или
раковины, обнаруженные на моделях, плитах или стержневых ящиках, заделывают
металлическими вставками или запаивают тугоплавкими припоями с
температурой плавления свыше 500 °С.
Плиты и ящики рекомендуют хранить на специальных стеллажах, в ячейках.
В каждой ячейке допускается располагать только одну плиту или один стержневой
ящик. Установка плит одна на другую не допускается. В случае длительного
хранения модельную оснастку смазывают техническим вазелином. Перед началом
работы модельные плиты и стержневые ящики обтирают сухой мягкой ветошьюи
обезжиривают.


