СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
247
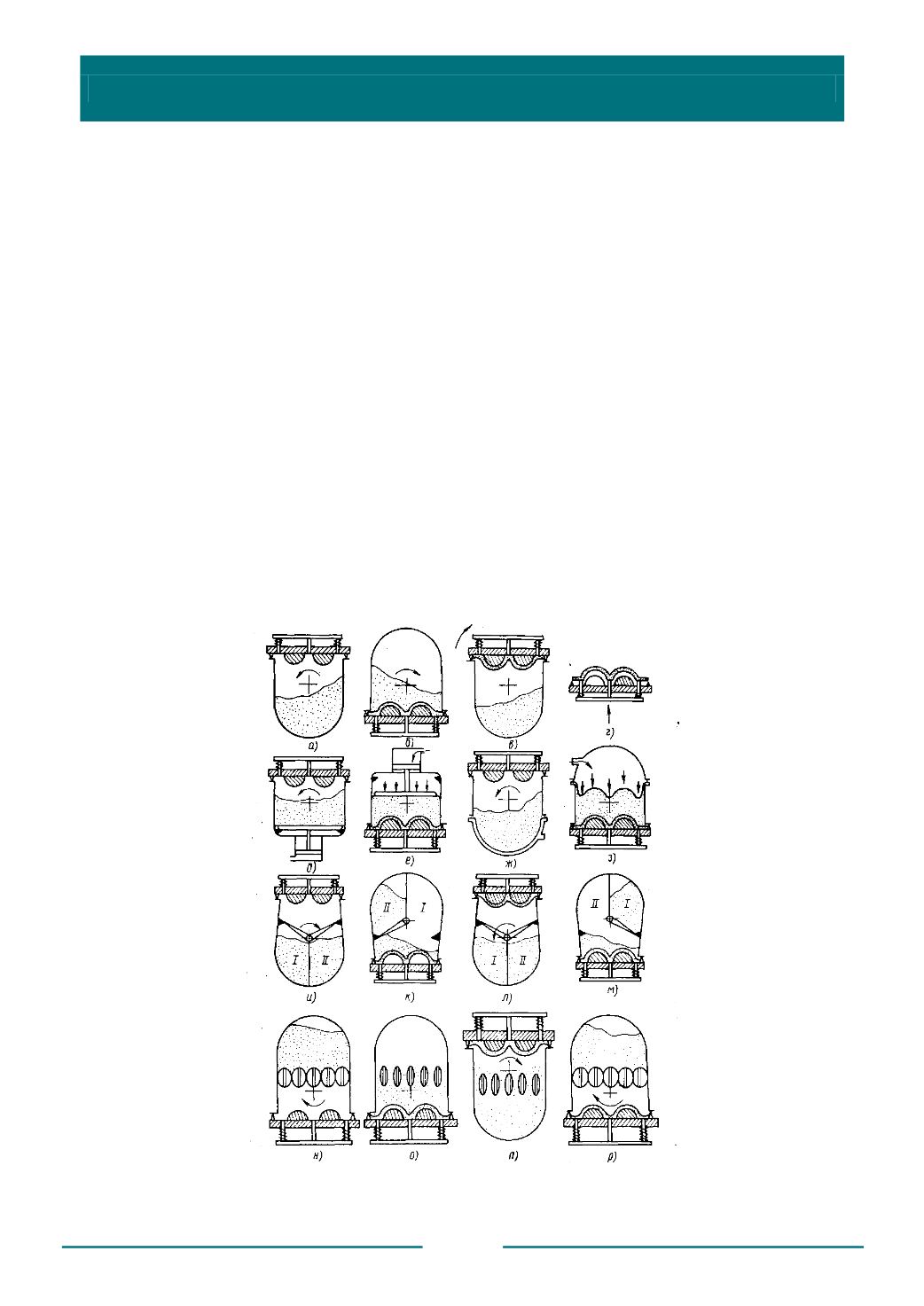
сжатым воздухом (рис. 6.3,
ж
и
з
). Давление прессования 0,4…0,7 МПа.
Для сокращения расхода дорогих формовочных материалов изготовляют
двухслойные оболочковые формы, у которых контактирующий с металлом
рабочий слой выполняют из облицовочного состава I (рис. 6.3,
и-м
) на основе
оливинита или циркона толщиной 1…2 мм, а остальную (опорную) часть
оболочки – из крупнозернистого кварцевого песка II
.
Облицовочную смесь
наносят в течение 2…3 с, а опорную – в течение 20…40 с.
Для борьбы с «теневым эффектом» используют пневмоуправляемые
резиновые клапаны, обеспечивающие строго вертикальную засыпку модельной
плиты смесью (рис. 6.3,
н-р
). Вместо клапанов применяют также жалюзи и
шиберные затворы. Для исключения «теневого эффекта» применяют способ
изготовления оболочковых форм с помощью наполнительной рамки (рис. 6.4), в
которую смесь засыпают из стационарного бункера. Высота рамки на 150…200 мм
должна превышать самую высокую точку модели. Недостатками рамочного
способа являются сложность оборудования для его реализации, а также
значительное пылеобразование при сбросе излишков смеси с модельной плиты.
Ввиду этого для рамочного способа используют преимущественно плакированные
песчано-смоляные смеси.
Рис. 6.3. Схемы изготовления оболочковых форм с помощью поворотных бункеров


