СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
257
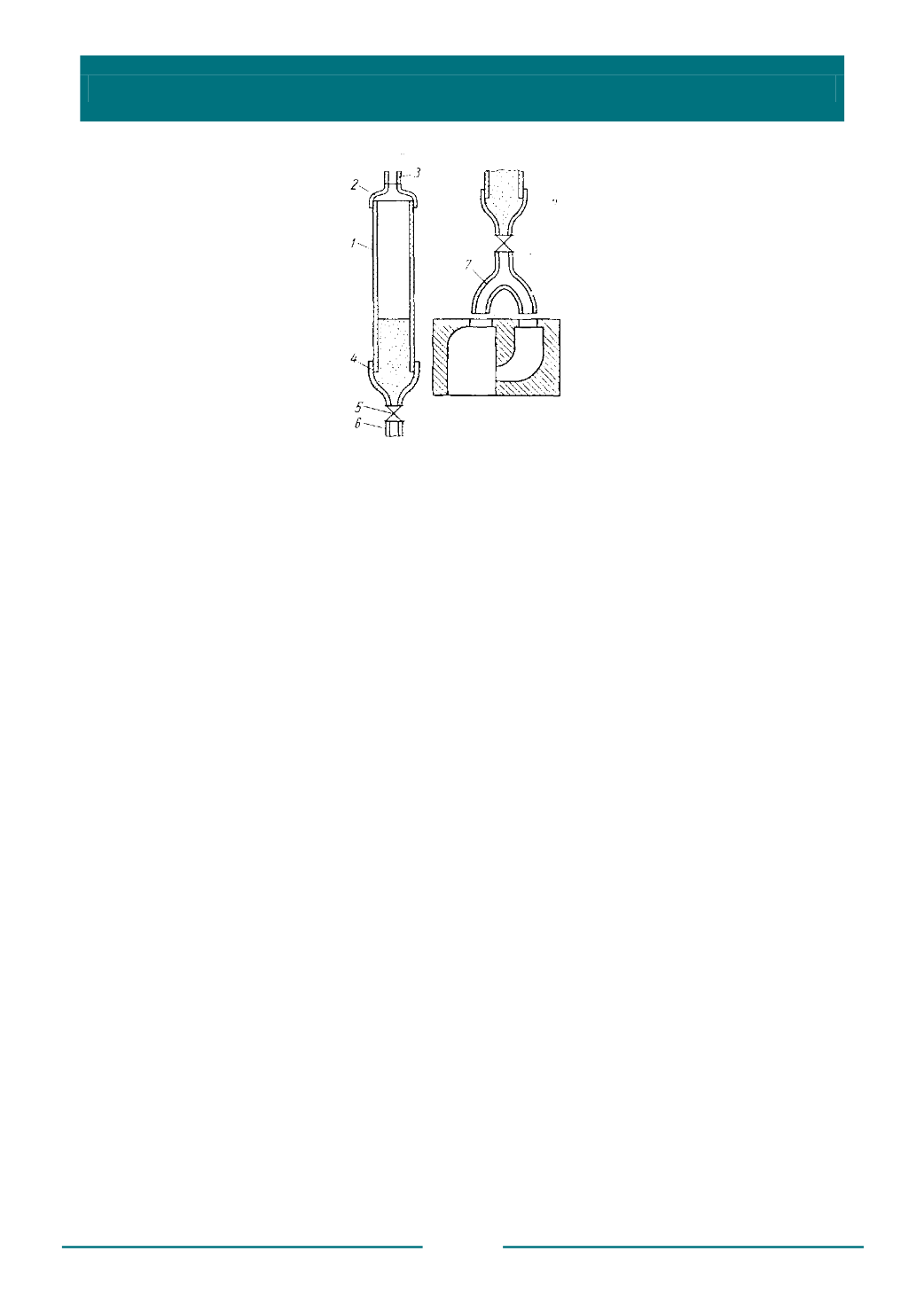
Рис. 6.14. Схема установки для изготовления
длинных цилиндрических стержней:
1
– труба;
2
– съемный колпачок;
3
– патрубок;
4
– насадка;
5
– клапан;
6
и
7
– сопло
Технология изготовления оболочковых стержней
Стрежневой ящик, тщательно очищенный от пыли и пригоревшей смеси,
подогревают в печи до 200…250 °С в течение 10…20 мин
.
Для лучшего отделения оболочкового стержня от металлического ящика
рабочую поверхность его периодически покрывают разделительным составом.
Рабочую поверхность вновь применяемого стержневого ящика рекомендуется
покрыть чистой жидкостью № 5 в два-три слоя, предварительно подогрев его до
250…300 °С. Затем стержневой ящик опять подогревают в течение 3…4 мин и
засыпают песчано-смоляной смесью.
Смесь в ящике выдерживают в течение 15…20 с в зависимости от
температуры подогрева ящика и требуемой толщины оболочки. По истечении
указанного времени на внутренней поверхности ящика образуется оболочка
определенной толщины (первая стадия процесса – формообразование). Излишек
смеси высыпается из полости ящика.
Полученный стержень вместе с ящиком устанавливают в электрическую или
газовую печь с температурой 300…450 °С для его окончательного затвердевания
(вторая стадия – полимеризация).
При повышении температуры нагрева ящика до 400…450 °С и увеличении
выдержки до 40…45 с для завершения второй стадии полимеризации прочность
оболочки повышается, в результате чего готовый стержень вынимают из ящика
без повреждений. Кроме того, в этом случае отпадает надобность в нагреве
стержня в печи для повышения твердости.
При изготовлении стержней ручным способом в условиях более высокого
нагрева (350…450 °С) ящиков можно объединить первую и вторую стадии
полимеризации песчано-смоляной смеси, что упрощает технологиюизготовления


